+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Электроды для сварки труб: по каким параметрам выбирают + классификация + особенности + ТОП-3 лучших ТМ электродов для 5 различных категорий труб.
Электроды для сварки труб: по каким параметрам выбирают + классификация + особенности + ТОП-3 лучших ТМ электродов для 5 различных категорий труб.

Сварка труб в промышленных и домашних условиях является одной из наиболее распространённых задач для сварщика. Многие говорят, что качество зависит исключительно от классификации специалиста, но в учет стоит брать также соответствия материала к прутку. В сегодняшней статье мы рассмотрим классификацию электродов для сварки труб + сделаем небольшой обзор на разные категории металлопрофиля.
Какие бывают электроды для сварки труб?
Токопроводящие стержни могут быть 2 типов – металлические и неметаллические. Для наложения швов на трубы вторые не годятся, потому далее мы на них останавливаться не будем. Основа качественного сваривания – мастерство + подбор нужных материалов, но и металлические прутки в этом плане могут сыграть злую шутку. Рынок настолько переполнен продукцией, что выбрать стоящий товар может быть трудно даже профи, а о дилетантах сварки и говорить нечего. Начнем с того, что металлические электроды могут быть 2 типов – плавящиеся и неплавящиеся. Которые плавятся, в дополнение имеют покрытие для образования сварочной ванны, а сам стержень выполняется из распространенных типов цветных и черных металлов.
Важно: плавящиеся электроды без покрытия в практике сейчас используются только в случаях, когда сварочные работы протекают в защитной среде из газа. По формату это проволока на небольших катушках.
Причина повышенной стоимости неплавящихся электродов кроется в материалах их стержней. Основной документ, который регламентирует производство прутков является ГОСТ 9467-75. Детальнее о классификации электродов для сварки в таблице ниже.
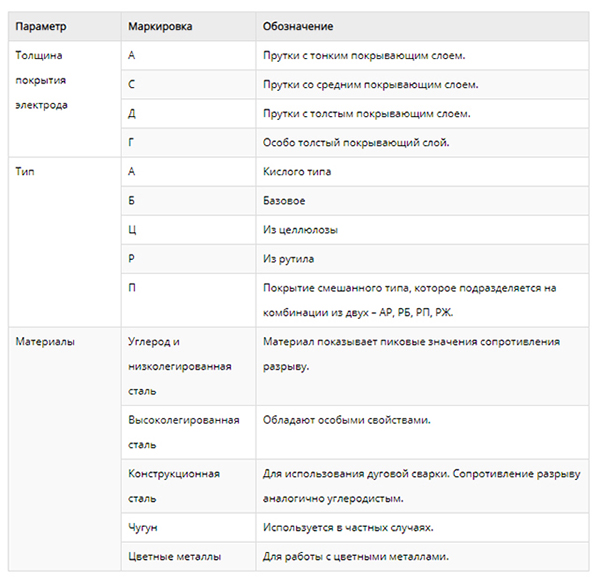
В зависимости от выбранного материала электрода, меняется его сопроводительная документация. Базовый перечень состоит из ГОСТа 9467-75, 10052-75, 9466-75 и 10051-75. Далее мы более тщательно пройдемся по типам сварки и предоставим актуальные модели электродов для каждой из них.
Какие электроды для сварки труб выбрать в 2021 – обзор ТМ + особенностей прутков
Ситуативность в процессе работы с трубами крайне высокая. Основной критерий распределения – это назначение трубопровода. Далее мы сделаем обзор электродов для труб высокого давления, нефтяных, газовых, тепловых, водопроводных, оцинкованных, отопительных и профильных.
1) Выбор электродов для сварки труб под высоким давлением

Основное требование к сварочным швам в системах с высоким давлением – это прочность. Для получения качественного соединения требуется основательно проварить шов, а сделать это может далеко не каждый тип электрода.
Лучшие ТМ электродов для сварки труб высокого давления:
- ОК 53.70;

Электрод с основным типом покрытия и низким содержанием водорода. Используется для односторонней сварки в конструкциях общего назначения. Проплавка большой глубины и плоский шов на выходе позволят легко избавиться от шлаковой корки. Режим прокалки прутка 330-370 градусов на протяжении 2 часов. Напряжение холостого хода составляет 60В. Электрод особо хорош для сваривания заполняющих и облицовочных проходов на стыках труб. Стоимость за 1 кг от 175 рублей;
- МТГ-03;

Электрод ESAB с основным типом покрытия, который используется в ручной электродуговой сварке на токе постоянного типа (обратная полярность). Оптимальные конструкции для обработки швов должны состоять из углеродистых или низколегированных сталей перлитного класса. Прутки хорошо заходят для обработки неповоротных стыков. Прокалка на 370-390 градусах на протяжении часа. Стоимость от 250 рублей за 1 кг расходника;
- OK 55.00;

Наиболее дорогой вариант расходника для труб высокого давления. Стоимость за 1 кг начинается с 400 рублей и может достигать 450. Прутки хорошо заходят для высокопрочных низколегированных типов стали. Сварочные швы имеют высокий показатель стойкости к возникновению горячих трещин + ударную вязкость при низких температурах. Предел по текучести составляет 480 Мпа, а предел прочности составляет 590 Мпа. Показательно относительного удлинения – 28%.
К приемлемым альтернативам, которые чуть хуже представленных выше, относятся ОК 7470 и МТГ-01K. Ценник таких прутков начинается с 200 рублей и заканчивается 350 рублями за 1 килограмм.
2) Электроды для нефтепроводов и газопроводов

При строительстве крупных магистралей по транспортировке газа или нефти используются трубы крупных диаметров, потому о качестве сварки швов здесь стоит позаботиться в первую очередь. Даже мелкие бреши могут привести к потере десятков тонн сырья, а это громадная просадка в экономическом плане.
ТОП-3 варианта электродов для сварки газо- нефтепроводов:
- ЛБгп;

По диаметру данный тип прутков выпускается в 2.5, 3 и 4 миллиметра. В отношении наплавки пруток имеет показатель в 9.4 г/Ач. Расход материала составляет 1.8 килограмма на получение 1 кг чистого металла вдоль шва. Основное преимущество торговой марки – хорошая ударная вязкость и качество получаемого сварочного шва. Помогают таких показателей достигнуть вкрапления кремния, фосфора, серы и углерода. Стоимость от 180 рублей за 1 килограмм;
- LB-52U;
Марка имеет аттестацию от Национальной Ассоциации Контроля сварки. Документ подтверждает сертификацию в отношении использования прутков при строительстве и ремонте магистральных трубопроводов. Расходник хорошо поддерживает стабильную дугу и может использоваться в любом из пространственных положений. Также проявляет хорошую ударную вязкость в холодных условиях + имеет высокую стойкость к растрескиванию. Базовые материалы для сваривания – углеродистая и низколегированная типы стали. Цена начинается от 470 рублей за 1 кг;
- УОНИ-13/55;

Марка с основным типом покрытия и коэффициентом наплавки в 9.5 г/А*ч. Расход материала для получения 1 килограмма наплавки составляет от 1.7 кг сырья. Предел текучести составляет 410 МПа, а ударная вязкость на уровне 260 Джоулей на сантиметр квадратный. Показатель относительного удлинения составляет 29%. Вариативность по диаметру от 2 до 5 мм. В последнем случае на 1 кг материала приходится 11 единиц прутков. Время прокалки составляет 1.5 часа при температурном режиме в 350 градусов. Стоимость начинается 130 рублей за кг и доходит до 300 рублей. К приемлемым альтернативам по пруткам для сваривания газо- и нефтепровода относится ОК-46, ЛБ-52 и некоторые вариации МТГ. Детальнее по данному вопросу следует консультироваться со штатным инженером, который руководит ремонтными или строительными работами.
3) Электроды для теплосетей

Работа с тепловыми сетями подразумевает потоки горячей воды и паров. При сварочных работах электродами, используемыми в водопроводных системах, результат не будет оптимальным из-за разницы в температурном режиме эксплуатации. Здесь требуется особые марки прутков. Ниже представим наиболее популярные ТМ по соотношении цены к качеству в 2021 году.
ТОП-3 марки электродов для тепловых систем:
- Э-09Х1МФ;

Отличительной чертой прутков является температурный режим эксплуатации сварочных швов – до 580 градусов по Цельсию. По диаметру на рынке присутствуют вариации в 3,4 и 5 миллиметров. Для наплавки 1 кг чистого металла требуется использовать 1.6 кг электродов. Коэффициент наплавки составляет 9.5 г/А*ч. Временное сопротивление разрыву до 490 МПа. Ударная вязкость на уровне 78 Дж на сантиметр квадратный. Допускают сварку в узкой разделке шва со скосом кромок в 15 градусов. Стоимость от 200 рублей за 1 кг;
- ЦЛ-9;
Весьма дорогая марка прутков с ценником от 440 рублей за 1 кг. По направлению использования являются универсальными, но ориентация идет на сварку двухслойных сталей со стороны легированного слоя. Также поддерживается ряд коррозионностойких марок (12Х18Н10Т, 12Х18Н9Т и другие). Допустима сварка во всех положениях пространство кроме по вертикали сверху-вниз и постоянным током с обратной полярностью. Коэффициент наплавки составляет 11 г/А*ч, а для получения 1 кг металла, нужно использовать 1.7 кг электродов. Временное сопротивление разрыву 590 МПа;
- МР-3;

Распространённая марка, которая выпускается как российскими производителями, так и большинством иностранных (среди известны). Тип прутка Э46 с рутиловым или рутилово-основным типом покрытия. Используется для сваривания углеродистых или низколегированных сталей тепловых систем. Одинаково себя проявляют как на переменном, так и постоянном токе. Коэффициент наплавки пуртка составляет 8.5 г/А*ч. Подбор можно осуществлять по диаметру прутка – от 3 до 6 либо типу покрытия.
К альтернативным торговым маркам вне списка выше также отнесем Э42А с толстым покрытием типа «У» и ЦЛ-20 с покрытием типа «Д». Ценник на данные прутки начинается от 200 рублей и выше за 1 килограмм.
4) Электроды для сварки трубопровода с водой

Если рассматривать бытовую ситуацию, — это прокладка под землей системы с поставкой воды к потребителям. Ранее данные системы делались только из чугуна, потому классические электроды для труб в старых системах, которые чаще всего и требуют ремонта, не подойдут.
Важно: при сварке труб с водой нужно обеспечить защиту шва от воздействия азота. Сделать это могут только прутки с толстым слоем покрытия.
Пропуская данный нюанс мимо ушей, сварщик получит соединение со слабым значением прочности, что приведет к скорой протечке и повторному ремонту.
ТОП-3 марки электродов для сварки труб с водой:
- МНЧ-2;

Стартовая цена в розницу от 180 рублей за 1 кг. По типу покрытия являются смешанными (П). Используют прутки для сваривания чугунных труб при постоянном токе. Рекомендуют для вертикальной сварки снизу-вверх и в нижнем пространственном положении. Коэффициент наплавки составляет 11.2 г/А*ч. Химический состав – никель (70%), железо (3%) и марганец с медью на остатке. Поставляется 3 диаметра сечения прутка – 3, 4 и 5 мм;
- ОЗЧ-2;

Электроды с кислым покрытием, основа которых является медь. Также имеются незначительные вкрапления никеля, марганца и железа. Выпуск по диаметрам от 3 до 5 мм. с шагом в 1 пункт. На 1 кг электродов приходится от 7 до 24 штук в зависимости от сечения. При сваривании требуется использовать короткие валики в 3-5 см. Предварительно требуется прокалка в 1 час при температуре в 200 градусов. Твердость наплавленного металла составляет 170 НВ, а временное сопротивление – 250 МПа. Для получения 1 кг чистого металла с наплавки требуется использовать 1.7 кг прутков. Стоимость начинается от 500 рублей за 1 кг;
- ЦЧ-4;

Прутки для работы с чугуном, который обойдутся сварщику от 400 до 900 рублей за 1 кг в зависимости от диаметра электрода. Покрытие материала основное (Б), а ориентация по сварке приоритетная в нижнем пространственном положении. Коэффициент наплавки составляет 10.0 г/А*час. Для получения 1 кг чистой наплавки металла потребуется использовать 1.8 кг электродов. Твердость получаемой наплавки – 180 НВ. Прутки выпускаются в диаметрах 3,4 и 5 мм с поддержкой по силе тока от 65 до 150 А.
Среди прочих стоящих вариантов для сварки труб из чугуна отнесем марки УОНИ, ОЗС, АНО, ЦУ-5, KOBELKO LB-52U и ESAB. Если трубопровод с водой сделан из нержавеющей стали, то рационально применить прутки ЦЛ-11.
Разбор популярных марок электродов для сварки труб:
5) Электроды для оцинкованных труб

Для получения качественного шва на оцинковке требуется соблюдение 3 условий – замедление темпа сварки на 18%-25%, увеличение силы тока на 20-40 А и расширение зазора между кромками в 1.5-2 раза от стандартного.
Важно: во избежание отравления испарениями цинка требуется использования средств индивидуальной защиты со встроенными фильтрами воздуха.
Для качественного соединения кромок оцинковки требуется электрод от 3 мм в диаметре. Покрытие используется рутиловое или фтористо-кальциевое. Использование специального флюса сбережет оцинковку от процесса испарения.
Топ-3 электрода для сварки оцинкованных труб:
- АНО-4;

Пачка таких электродов обойдется в 600-900 рублей в зависимости от ТМ и толщины прутка. Рабочая сила тока составляет от 100 до 140 А. Покрытие смешанное – рутил-карбонатное. Параметр относительного удлинения составляет 20%, а пределе текучести 340 МПа. По производительности наплавки выдают 1.4 кг за час. Значение ударной вязкости составляет 80 Дж на сантиметр квадратный;
- ОЗС-4;
Электроды из низкоуглеродистой стали с рутиловым покрытием. Стоимость за 1 кг прутков составляет от 300 рублей. Сырье имеет сертификацию от НАКС и выполнено по всем стандартам сварки РФ. Сварка прутками допустима в любом пространственном положении, но перед использованием необходима прокалка на 40-50 минут при температуре 130-150 градусов. Для наплавки 1 кг металла требуется использовать 1.6 кг электродов;
- ДСК-50;

Если материал основы труб – низколегированная или углеродистая сталь, то данный тип прутков будет оптимальным. Выпускаемые диаметры – от 4 до 6 мм. Предел текучести составляет 430 МПа, а относительное удлинение составляет 20%. Временное сопротивление разрыву – 510 МПа. Перед использованием в сварке требуется прогреть электрод 2 часа при температуре 370 градусов по Цельсию.
Ну и наконец, если возникла необходимость сваривания профильных труб, то здесь оптимальными марками прутков станут АНО, МР-3С, ОЗС и УОНИ 13/35. На этом обзор вопроса, какие электроды для сварки труб выбрать в 2021 году, считаем закрытым.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q