+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Электроды марки АНО–21 обеспечивают шву прекрасные сварочно–технологические свойства при соединении тонкостенных изделий. Узнайте их характеристики и условия работы.
Электроды марки АНО–21 обеспечивают шву прекрасные сварочно–технологические свойства при соединении тонкостенных изделий. Узнайте их характеристики и условия работы.
Электроды плавящегося типа с толстым покрытием АНО-21 применяют для соединения между собой способом сварки заготовок и деталей металлических конструкций и труб разного диаметра толщиной не более 4 мм, выполненных из стали с низким содержанием углерода и легирующих элементов. Кроме того, они могут использоваться для выполнения корневого шва в толстостенных изделиях и конструкциях. Обеспечивают легкий розжиг дуги, стабильность ее горения в процессе ведения сварки и получение плотного мелкочешуйчатого шва при соединении деталей в любом пространственном положении. При сварке металлов небольшой толщины это является оптимальным вариантом, как и низкая степень разбрызгивания, что исключает процесс деформирования конструкции. Электроды марки АНО-21, относящиеся к типу Э46, используют в строительстве, промышленности, ЖКХ, ремонтных мастерских и домашних условиях.
Конструкция и основные характеристики
Конструктивно электрод представляет собой металлический стержень определенного диаметра и длины, выполненный из сварочной проволоки марки Св-08 или Св-08А, на которую нанесено покрытие рутилового или рутилово-целлюлозного типа с высокими санитарно-гигиеническими и технологическими свойствами.
Изготавливаются разными отечественными производителями в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и по техническим условиям предприятия-производителя, зарегистрированным в Госстандарте. Кроме того, они соответствуют требованиям, предъявляемым к такой продукции, изложенным в европейских и международных стандартах ISO 2560:2009, DIN 1913-1984 и AWS A5.1. Поставляются в картонных упаковках весом 1,0, 2,5, 3,0 и 5,0 кг. Храниться такие упаковки должны в помещениях, где температура не опускается ниже 15 °C.
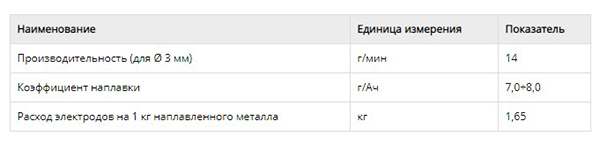
Технические характеристики АНО-21 указаны в таблице:
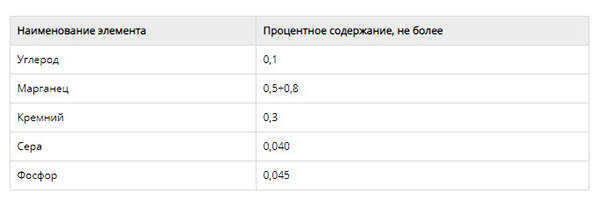
Материал электрода участвует в формировании сварного шва и обеспечивает легкую отделимость корки шлака. Химический состав наплавленного металла после его остывания указан в таблице:
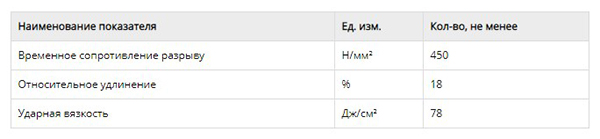
Механические свойства шва после сварки АНО-21 указаны в таблице:
Расшифровка условного обозначения
Электроды марки АНО-21 в технической документации, на чертежах и упаковке имеют специальную маркировку. Состоит она из букв и цифр:
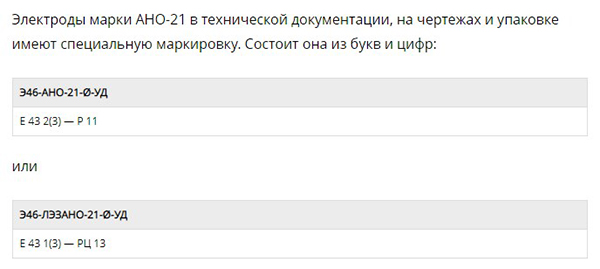
Э46 – тип по ГОСТ 10051-75 (Э – электрод, 46 – предел прочности шва, указываемый в кгс/мм²); АНО-21 – марка (иногда перед ней ставят буквы, которые говорят о производителе электродов). АНО расшифровывается как академия (А) наук (Н) общего назначения (О), цифра 21 – номер; Ø – диаметр, указываемый в мм (1,6; 2,0; 2,5; 3,0; 4,0; 5,0); У – назначение расходного материала (для сварки углеродистых и низколегированных сталей); Д – тип покрытия (толстое); Е 43 2(3) или Е 43 1(3) – группа индексов, указывающая на степень стойкости шва к коррозии и вид испытания, максимально выдерживаемую швом температуру по жаропрочности и жаростойкости; Р или РЦ – вид покрытия (Р – рутиловое, РЦ – комбинированное, рутилово-целлюлозное); 11 или 13 – универсальные для сварки во всех возможных положениях (11) и во всех положениях, включая горизонтальное (13).
Особенности ведения сварочного процесса
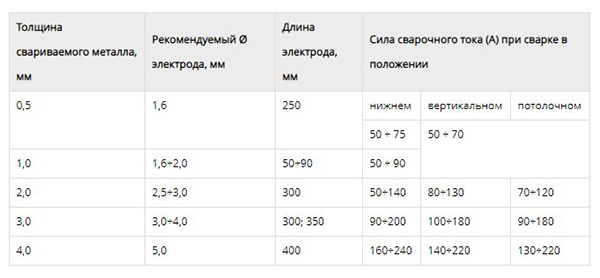
Сварку проводят с использованием источников питания переменного или постоянного тока, причем в последнем случае полярность не имеет значения. Аппараты переменного тока должны работать при напряжении холостого тока 50 В с отклонением не более 10% в ту или иную сторону. Особенностью подготовки кромок изделий к сварке является то, что их необязательно зачищать до металлического блеска. Сварку можно вести не только короткой дугой, но и длинной. Размеры расходного материала и режимы сварки указаны в таблице:
Как вести сварку, показано на видео:
Содержание влаги в электроде перед использованием не должно превышать 0,9%, поэтому при длительном и ненадлежащем хранении их рекомендуется подвергать прокалке при температуре 120 °C на протяжении не менее 40 мин.
Отзывы пользователей об электродах АНО-21 говорят в пользу такого расходного материала при условии, что они не являются поддельными. Поэтому внимательно читайте, кто производитель, и покупайте изделия, которые имеют сертификат качества. Сварщики пишут о легкости зажигания дуги, надежном соединении изделий из простых сталей, отмечают приемлемую стоимость.
Аналоги
Среди отечественных производителей можно отметить электроды следующих марок, которые по сварочно-технологическим свойствам ничем не отличаются от АНО-21. Это изделия марок МР-3, Стандарт Ц, ОЗС-6, ОЗС-12 и с такой же аббревиатурой, но только под номером 4 (АНО-4). Легкий розжиг дуги, легкую отделимость шлака, высокую производительность сварочного процесса и качество шва они обеспечивают так же, как и рассматриваемые выше изделия. Среди импортных аналогов такие же свойства у электродов марки ОК.43.32 компании ESAB из Швеции.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q