+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Качество сварного соединения – это результат удачного сочетания правильного выбора электрода, соблюдения условий, мастерства и умений сварщика, а также выбор правильного режима сварки на сварочном аппарате. К слову, на последнем компоненте этой цепочки в этой статье мы остановимся более подробно.
Качество сварного соединения – это результат удачного сочетания правильного выбора электрода, соблюдения условий, мастерства и умений сварщика, а также выбор правильного режима сварки на сварочном аппарате. К слову, на последнем компоненте этой цепочки в этой статье мы остановимся более подробно.

Дело в том, что от выбора режима сварки на сварочном аппарате зависит, чуть ли не 50% всего результата, поэтому каждому сварщику нужно знать, как правильно его выбирать, вне зависимости от того, раз в 5 лет вы решились поварить трубы на даче, или сталкиваетесь с этим ежедневно.
Дуговая сварка контролируется по ряду параметров, а если быть более конкретным, то по таким значениям, как: сварочный ток и напряжение дуги, скорость сварочного процесса, а также род и полярность тока, пространственное положение шва и тип электрода (в том числе, его диаметр). Поэтому, прежде чем приступить к сварке, обратите внимание на эти параметры, и в итоге, у вас получится качественный сварной шов.
Значение сварочного тока
Одним из главных параметров во время ручной дуговой сварки, является величина сварочного тока. Именно она определяет качества результирующего сварного шва, а также скорость и производительность всего сварочного процесса.
Как правило, все рекомендации касательно выбора величины сварочного тока, приводятся в инструкциях пользователя, что идут в комплекте с аппаратом. Но, если эта инструкция была утеряна или её не было изначально, значение сварочного тока можно определить, исходя из величины диаметра электрода.
Таким образом, диаметр электрода и величина сварочного тока взаимозависимы между собой. В свою очередь, диаметр также зависим от толщины изделия, которое будет свариваться. Поэтому, и значение сварочного тока будет зависимым от толщины изделия.
Необходимо помнить, что увеличение диаметра электрода приводит к уменьшению плотности сварочного тока. Это, в свою очередь, вызывает «блуждание» сварочной дуги, колебания и изменение длины дуги. В таком случае увеличивается ширина сварочного шва, а также уменьшается глубина провара, иными словами, качество сварки заметно ухудшается.
Также сварной ток зависим от пространственного положения сварочного шва. Если во время сварки шов находится в потолочном или вертикальном положении, рекомендуют использовать электроды с диаметром не менее 4 мм и при этом уменьшить сварочный ток на 10-20% от стандартных значений, принятых для горизонтального положения.
Величина напряжения дуги (в т.ч., длина сварочной дуги)
Как только вы определите силу сварочного тока, следует приступить к расчету длины сварочной дуги. В этом случае, длина между концом электрода и поверхность материала, который сваривается, и называется длиной сварочной дуги. Стабильность длины дуги во время сварки – очень важный показатель, который в конечном итоге серьезно влияет на качество шва.
Лучше всего работать на короткой дуге, длина которой не более длины электрода. Однако, на практике достичь этих условий трудно, даже при огромном опыте. Поэтому, принятой считать длину дуги такой, которая находится посредине между наиболее минимальным значением короткой дуги, и максимально длинной дуги. Для наглядности, руководствуйтесь таблицей ниже.

Определяем скорость сварки
Скорость сварки зависима от толщины детали, которая сваривается, а также от толщины сварочного шва. Определить скорость следует таким образом, чтобы сварочная ванна заполнялась расплавленным металлом от электрода, и могла возвышаться над поверхностью кромки, с плавным переходом к свариваемой детали, с минимальными наплывами или подрезами. Идеальной скоростью будет такое значение, при котором ширина сварочного шва была больше диаметра электрода в 1,5-2 раза.
При слишком медленном передвижении электрода вдоль стыка будет образовываться большое количество жидкого металла, который, в свою очередь, начнет растекаться перед сварочной дугой, таким образом, препятствуя её действию на кромки. В результате, получится непровар или некачественно сделанный шов.
Собственно, слишком быстрое перемещение также вызывает непровары, из-за недостаточного количества тепла в зоне сварки. Это также чревато деформациями швов после охлаждения, а также формирования трещин.
Чтобы быстро определить оптимальную скорость сварки, проще всего приблизительно ориентироваться на размер сварочной ванны. Как правило, она имеет от 8 до 15 мм в ширину, от 6 мм в глубину, и от 10 до 30 мм в длину. Очень важно, чтобы в процессе сварки, ванна заполнялась равномерно, что свидетельствует о том, что глубина проплавления не изменяется, а значит, всё хорошо.
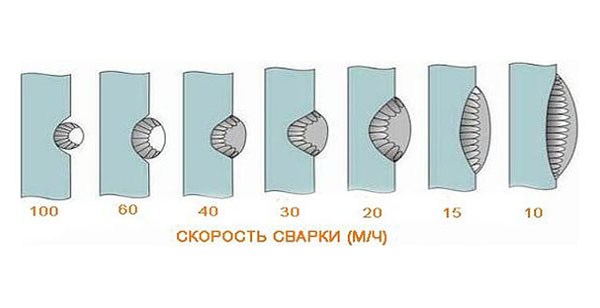
Из приведенного рисунка вы можете увидеть закономерность, при которой ширина шва заметно уменьшается, если увеличивать скорость сварки, но глубина в таком случае остается постоянной. Поэтому, наиболее качественные швы будут получаться при скорости от 30 до 40 м/ч.
Параметры рода и полярности тока
Большинство бытовых сварочных аппаратов дуговой сварки работают при постоянном токе. В таком случае, возможно, всего 2 варианта подключения электрода к свариваемой детали, это:
- ток прямой полярности, при котором деталь подключается к зажиму «+», а электрод к «-»;
- ток обратной полярности, при котором наоборот, деталь подключают к зажиму «-», а электрод к зажиму «+».
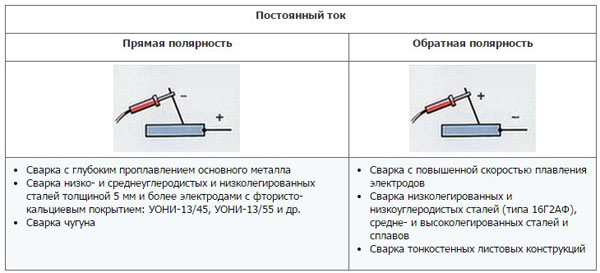
Обратите внимание, что на зажиме «+» всегда выделяется большее количество тепла, чем на зажиме «-». Соответственно, при сварке тонколистовых металлических деталей, пользуются обратной полярностью, подключая зажим «+» к электроду, а не к детали. Это не даст прожечь деталь, таким образом, не «запороть» сварку. Также, обратная полярность применяется при сваривании высоколегированных сталей, с целью предотвращения перегрева. Прямой полярностью, чаще всего пользуются для сварки массивных и толстых деталей.
Для тех, кто не знал, низколегированной сталью называется конструкционная сталь, в которой содержание легирующих элементов не превышает порог в 2,5%. Такие стали широко используются в строительстве, строительстве судов, в трубопрокате. Сварка низколегированных сталей производится как вручную, так и автоматически, независимо от полярности.
Поджигание сварочной дуги
Как правило, в бытовой и профессиональной сварке наиболее распространенными способами поджигания дуги, остаются «чиканье» и «касание».

Также рекомендуем обращать внимание на наклон и длину электрода. Как правило, электрод держится в вертикальном положении, наклоняясь в отношении к направлению проводки. Поэтому, придерживаясь этих правил, вы сможете установить и выбрать оптимальный режим сварки на сварочном аппарате.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q