+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Такие свойства меди, как высокая теплопроводность, пластичность или коррозионная устойчивость, делают ее востребованной в ряде отраслей. Мастеру, работающему с материалом, приходится сталкиваться с ее сваркой или пайкой. Но выполнить данные операции непросто. О том, как происходит сварка меди, какие способы лучше и чем они осложняются, вы получите ответы из данной статьи.
Такие свойства меди, как высокая теплопроводность, пластичность или коррозионная устойчивость, делают ее востребованной в ряде отраслей. Мастеру, работающему с материалом, приходится сталкиваться с ее сваркой или пайкой. Но выполнить данные операции непросто. О том, как происходит сварка меди, какие способы лучше и чем они осложняются, вы получите ответы из данной статьи.

Специфика материала
Способность меди и сплавов на ее основе (латуни, бронзы) свариваться с различными материалами зависит от имеющихся в составе примесей. Если концентрация в ней серы, свинца, фосфора и подобных элементов минимальна, операцию выполнить проще. Отрицательно на свариваемость материала влияют следующие его особенности: способность окисляться, вызывающая возникновение хрупких зон в месте обработки; предрасположенность к росту единицы структуры материала также снижает прочность заготовки; высокий коэффициент линейного расширения, вызывающий усадку; стремление поглощать газы, снижающее прочность шва; высокая степень теплопроводности обязывает использовать мощный источник нагрева; быстротекучесть (вязкость), затрудняющая сварку в вертикальном или потолочном положении.
Если говорить о видах меди, свариваемой лучше других, к ним относятся раскисленные материалы (М-1р — М-3р). Кислорода у них имеется менее 0,01%.
Чтобы избежать проблем при сварке меди, следуют фундаментальным правилам: использовать газовую либо флюсовую защиту области сварки, а также применяют электроды с раскислителями вроде кремния, марганца или алюминия.
Подготовительный этап
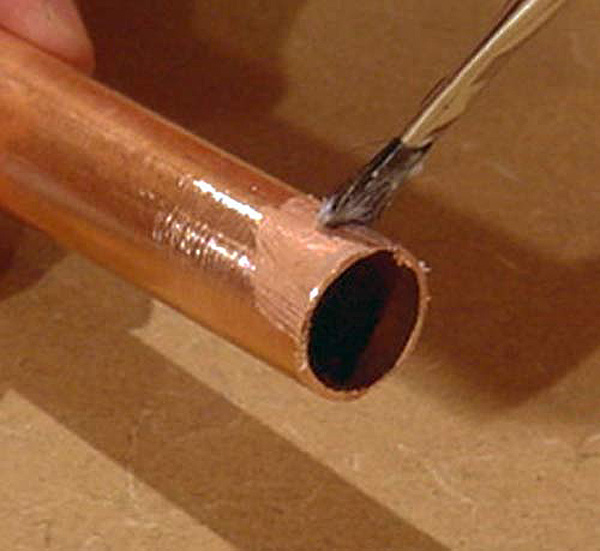
Подобно другим металлам, поверхность медной заготовки требует основательной очистки. Последовательность такова: нанести на ветошь ацетон или подобный растворитель; с ее помощью убрать грязь, пыль, видимые примеси свинца или серы; снять окисную пленку нержавеющей сеткой, щеткой из металла либо подобным абразивом до придания блеска; при размере заготовки до 0,5 см ее прогревают температурой 200-300 градусов, больше 0,5 см — не более 700 градусов; габаритные и толстые заготовки дольше прогреваются.
Теперь — об известных методиках работы.
Сварка в режиме ММА (ручная дуговая)
Используется при работе с заготовками толще 2 мм. При этом, исходя из размера заготовки, выбираются параметры электрода и режим сварки. Например, для тонких листов (2-3 мм) достаточно диаметр электрода варьируется от 2 до 4 мм, а ток — от 100 до 160 А.

Иногда начальную величину тока приходится уменьшать, поскольку избыточный нагрев способен прожечь заготовку насквозь. Примерами подходящих изделий являются «Комсомолец-100» и серия «АНЦ/ОЗМ». Перед работой их необходимо прокалить. Покрытые электроды для сварки меди не гарантируют идеального шва, поскольку результат зависит от фирмы-изготовителя, следования установленным технологиям, специфики прогревания, опыта сварщика. Гораздо предпочтительнее следующий способ.
Сварка в среде аргона (режим TIG)
Швы, полученные данным способом, прочны, аккуратны и долговечны. Используется прямой либо переменный ток. Вновь наблюдается отношение параметров сварки от габаритов заготовки и размера расходного элемента (к примеру, для заготовки толщиной 3 мм подойдут электроды 3,5-4 мм в диаметре, а сила тока составит около 240 А).
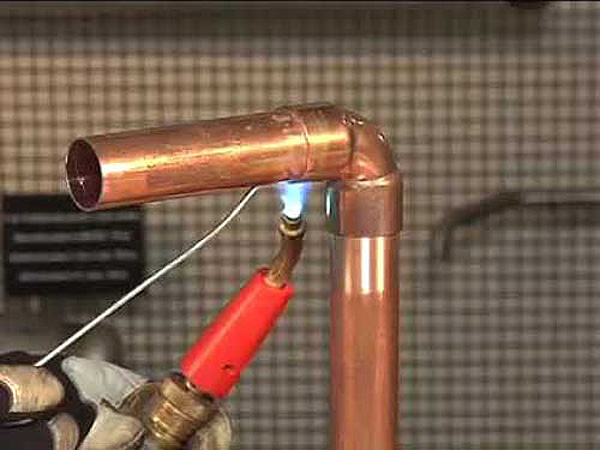
Защитными газами при работе выступают азот, гелий, аргон. Последний предпочтителен, поскольку меньше расходуется, снижает вероятность появления пор на шве, гарантирует высокое качество шва. Примечание — сварка меди аргоном требует использования присадочного прутка (из бронзы или меди). Сгодится жила, изъятая из электрического кабеля. Рекомендуется выбирать пруток с меньшей температурой плавления, чем у обрабатываемого материала. По ходу работы расплавляемый материал придется «расталкивать» по сторонам с целью надежной состыковки со стенками. Такая сложность, например, не встречается при работе с алюминием. Заготовки малой толщины варятся прерывисто, а не сплошной линией, чтобы исключить прожигание насквозь.
С использованием флюса (автоматическая сварка)
Особенностью метода выступает возможность получения качественного шва без предварительного нагрева заготовки. В качестве флюса (материал, защищающий сварную зону от атмосферного воздуха и обеспечивающий устойчивое горение дуги) используются фторсодержащие соединения — фториды магния, натрия и бария. Такой подход повышает теплопроводность швов в 2 раза.
Другие примеры флюсов приведены ниже: К-13 МВТУ (керамический флюс, применяемый при электродуговой сварке; подходят лишь для тонких металлов); серия АН-М (бескислородные фторидные); ЖМ-1 (еще один подвид керамических); МАТИ-53 (флюс для латуни).
Флюсы из керамики раскисляют материал, а шов приобретает свойства, схожие с характеристиками исходной заготовки. Автоматическая дуговая сварка применима при сваривании стали с медью; при этом происходит своего рода диффузия материалов.
Электрошлаковая сварка
Используется при работе с толстыми заготовками от 30 до 55 мм. Вновь применяются электроды, только пластинчатого типа, а также легкоплавкие флюсы фторидов натрия, кальция и лития.
Особенности процесса: высокие токи процесса (до 1000 А); повышенная скорость подачи электрода (до 15 м/ч); легкость удаления окалины (шлака); отличное качество шва.
Флюс гарантирует постоянство процесса, прогрев места соединения заготовок и плавление кромок на необходимую глубину.
Альтернативные способы
Поскольку медь является металлом с высокой пластичностью, она отлично сваривается любым методом сварки термомеханического класса, за исключением контактной. Причина последнего факта — низкое электрическое сопротивление. Это осложняет процесс при работе с изделиями малых габаритов, однако умельцы нашли выход из сложившейся ситуации.
При сварке очень тонких выводов электронной техники применяют термокомпрессионную сварку. Она заключается в использовании твердой ковкой подложки, которая (вместе с соединяемыми компонентами) нагревается до 250-300 градусов. Далее компоненты сильно прижимаются друг к другу, в результате чего выходит неразъемное соединение. Медные провода более габаритных изделий соединяются диффузионной вакуумной сваркой. Также способ подходит для соединения деталей из пластичного материала с другими (например, сталью).

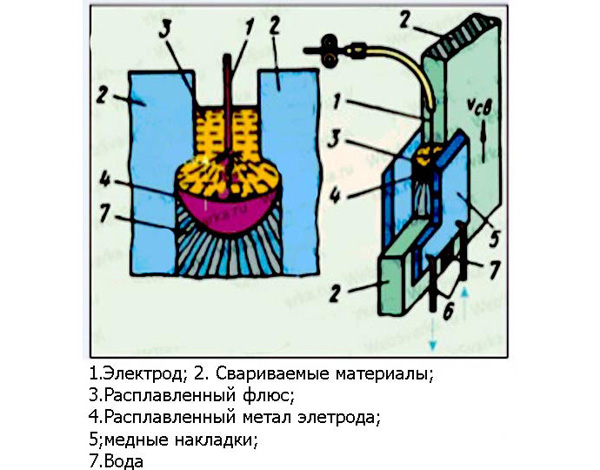
Принцип работы диффузионно вакуумной сварки
Для сварки медных шин используется холодный метод пластической деформации сдвига. Метод применим только в среде энергетических установок, а качество соединения считается удовлетворительным. Сварка медных заготовок — специфический процесс, имеющий свои «подводные камни». Знание особенностей материала позволяет с легкостью выбрать наилучший способ сварки медных заготовок с изделиями этого же либо иного материала.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q