+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Одним из самых распространенных металлов в природе является алюминий. Этот металл обладает малой плотностью, но вместе с тем высокой проводимостью – как электропроводимостью, так и теплопроводностью.
Одним из самых распространенных металлов в природе является алюминий. Этот металл обладает малой плотностью, но вместе с тем высокой проводимостью – как электропроводимостью, так и теплопроводностью.
Он обладает высокими антикоррозийными свойствами в окислительных средах, а также, очень устойчив против перехода в хрупкое состояние, под воздействием низких температур. Плотность алюминия составляет 2,7 г/м3, а температура его плавления 660°С.
Пленка, которая образуется на поверхности алюминия, отлично препятствует сплавлению металлов сварочной ванны и основного металла. Ее удаление во время сварки при помощи металлических электродов, достигается под воздействием флюса, находящегося на поверхности электрода. А если используется аргонно-дуговая сварка, то удаление происходит за счет катодного распыления.
Ручная сварка алюминия угольным электродом
Сварку алюминия с использованием угольных электродов, применяют в случаях, когда толщина металла составляет от 1,5-20 мм, а также при заварке различных дефектов литья, изготовленного из алюминия или же его сплавов. Металлы, с толщиной до 2 мм сваривают без использования разделки кромок, и без присадочной проволоки. Для предупреждения и попадания окисной пленки в конструкцию шва, используют флюс марки АФ-4А.
Ручная дуговая сварка алюминия металлическим электродом
Для дуговой сварки или наплавки деталей, сделанных из чистого алюминия, используют специальные металлические электроды марки ОЗА-1 и АФ-4аКР. Сварка проводится под воздействием постоянного тока обратной последовательности, причем перед сваркой, необходимо предварительно разогреть свариваемые листы:
- при толщине листов 6-8 мм до температуры 200°С;
- при толщине листов 8-16 мм до температуры 350-400°С.
Также перед сваркой просушивают и электроды, в течение 2 часов, при температуре 150-200°С. При толщине металла 20 мм и более, необходимо разделывать кромки. Сварка же выполняется с зазором между листами в 0,5-1 мм с обеих сторон.
Сварка алюминиевомарганцевых сплавов типа АМц происходит с помощью специальных электродов А-2. Также, в этом случае тоже предусмотреть подогрев заготовки при температуре 300-400°С, и проводить под воздействием постоянного тока обратной последовательности, причем обязательно прямой дугой.
Ручная аргонно-дуговая сварка
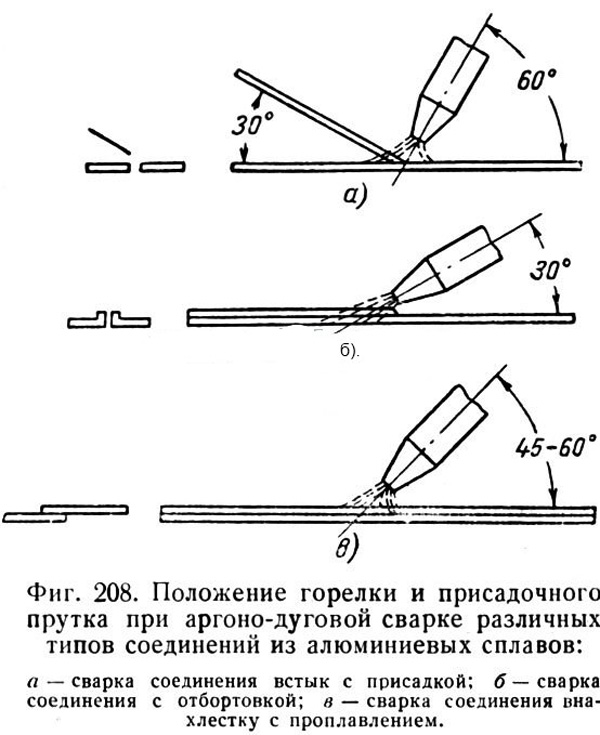
Кроме всего прочего, для сварки алюминия применяется аргонно-дуговая сварка. При этом, выбирается аргон марки А или Б, а сварка проводится при помощи вольфрамового электрода, под воздействием переменного тока. Удаление окисной пленки алюминия, происходит тогда, когда изделие выступает в роли катода. В случае, когда стыковые соединения выполняют без разделки кромки заготовки, подбирают сварочный ток по такой формуле: I=50∙S, где величиной S является толщина металла.
Если же во время сварки предусматривается разделка кромки, сварочный ток подбирается в районе 35-40 А.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q