+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.

Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
1. В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
2. Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
3. Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
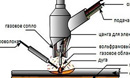
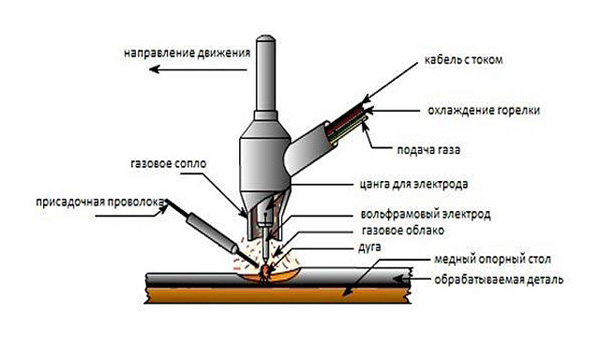
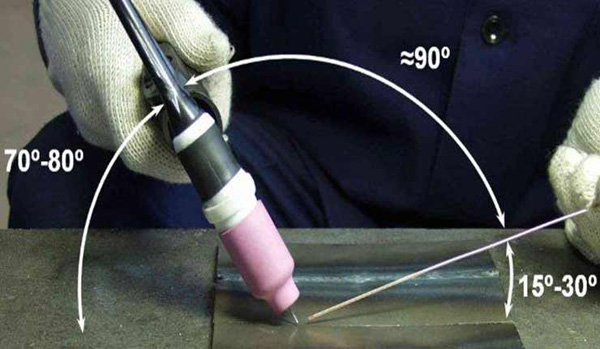
Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока. Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном. Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону. Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке. Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва. Для защиты шва с внутренней стороны ее также обдувают струей аргона. Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки. После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем: для соединения металлических конструкций должна использоваться проволока, содержащая никель; при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости; применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки. Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали: Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе. Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода. Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа. Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением. Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва. Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов; Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией: При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине. Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы. Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится: Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют: Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения. Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона. Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий. Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q