+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
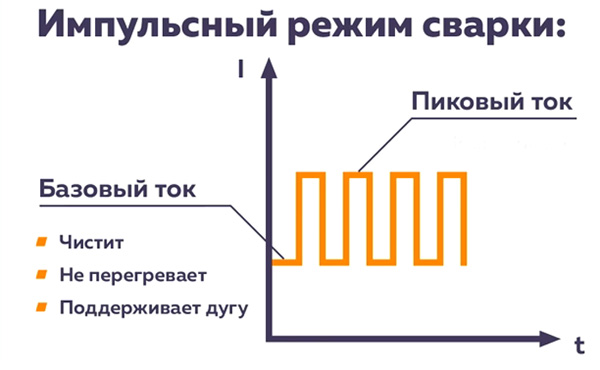
 Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Достоинства импульсной сварки
Импульсная MIG-сварка обладает рядом преимуществ:
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле. В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.
Отличие импульсной сварки от других способов переноса металла
1. Перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
2. Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
3. Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Подключение и настройка
Подключение инверторов для импульсной сварки MIG требует соблюдения ряда рекомендаций:
- Нужно обеспечить надежное заземляющее соединение. В период импульса возникают высокие токи, поэтому должен быть надежный контакт с заземлением.
- Необходимо проверить правильность подключения всех кабелей.
- Рекомендуется использовать силовые кабели длиной до 15 метров, чтобы сократить величину индуктивности. При сматывании кабелей большой длины увеличивается индуктивность, которая сглаживает импульсы.
- Не рекомендуется наматывать кабели вокруг токопроводящих предметов для повышения эффективности импульсной сварки.
Настройка формы волны импульса очень важна при импульсной сварке. К каждому полуавтомату MIG с импульсным режимом идет руководство по эксплуатации и настройке, где подробно описан процесс настройки инверторного аппарата. Правильная настройка импульсного режима MIG-сварки позволяет добиться качественного провара и красивой формы шва.

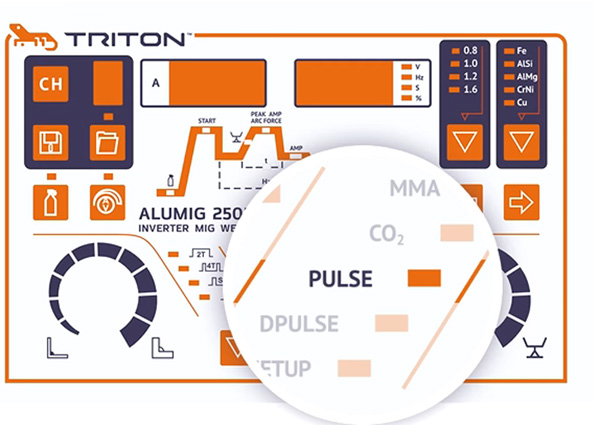
Выбор полуавтомата для импульсной MIG-сварки
Для достижения высокого качества и эффективности импульсной сварки полуавтоматом, необходимо правильно подойти к выбору MIG-аппарата.
Основные рекомендации по выбору оборудования:
1. Проверьте наличие синергетического алгоритма настройки. Данная функция значительно упрощает и ускоряет процесс настройки полуавтомата, что особенно актуально для начинающих сварщиков.
2. Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
3. Сварка импульсная полуавтоматом сопровождается высокими токами, что приводит к сильным нагревам горелки. Поэтому выбирайте крупные горелки и, по возможности, с жидкостным охлаждением.
Подведем итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва. Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q