+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.

Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
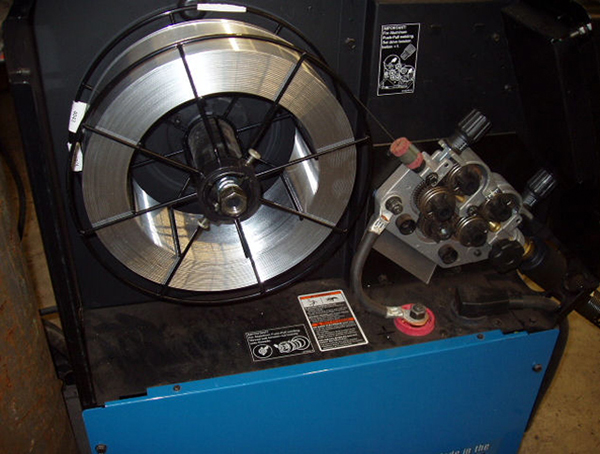
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа

Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
3. Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа

Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу

В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
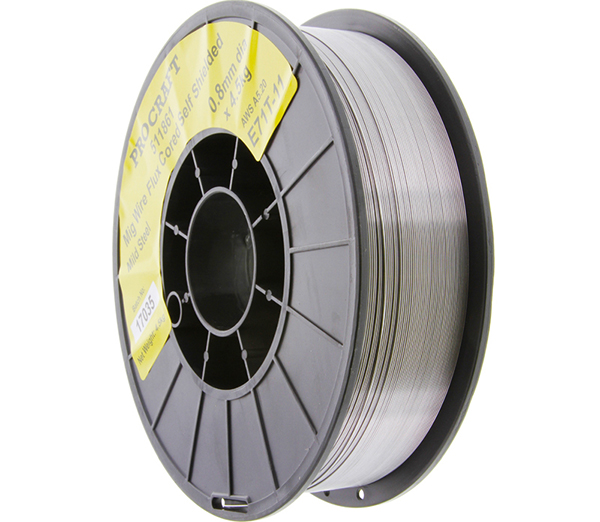
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом

В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение

Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q