+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В процессе полуавтоматической сварки происходит равномерное поступление сварочной проволоки в рабочую зону. Устройство, обеспечивающее перемещение сварочной проволоки, называется подающим механизмом.
В процессе полуавтоматической сварки происходит равномерное поступление сварочной проволоки в рабочую зону. Устройство, обеспечивающее перемещение сварочной проволоки, называется подающим механизмом.
Основными составляющими его конструкции являются:
- Электродвигатель подачи.
- Комплект подающих и прижимных роликов.
- Устройство, обеспечивающее регулировку скорости подачи;
- Комплект кабелей и шлангов, с помощью которого производится подача проволоки в зону сварки.
- Газовый клапан.
По своему исполнению подающие механизмы подразделяются на:
- Встроенные, когда данное устройство находится в одном корпусе с источником сварочного тока.
- Выносные, позволяющие получать большую мобильность при проведении сварочных работ.
В последнем случае на панели выносного подающего механизма размещается панель управления параметрами сварки: это регулировка сварочного тока и соответствующего напряжения, подача проволоки для сварки, расход и давление применяемого защитного газа.
Для соединения источника сварочного тока и механизма подачи используются шланг-пакеты. Они обеспечивают подвод сварочного тока от трансформатора к подающему механизму и, соответственно, к сварочному наконечнику горелки. Другой их функцией является создание надежного механизма обратной связи между панелью управления, расположенной на подающем устройстве, и источником питания. Это позволяет регулировать основные параметры сварки или создавать условия для контроля параметров дуги при наличии в сварочном аппарате автоматического блока управления. Такие функции выполняют современные инверторные источники сварочного тока.
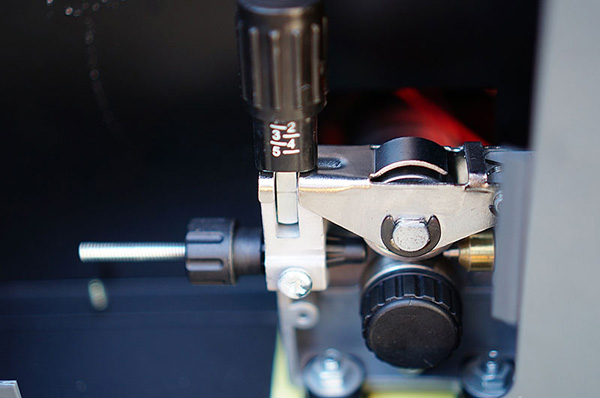
Назначение подающих роликов
Кроме основной функции, которая заключается в равномерной подаче сварочной проволоки в рабочую зону с определенным усилием, которое необходимо для преодоления неизбежных сил трения, возникающих при изгибе подающих шлангов, другой их функцией является процесс выпрямления профиля проволоки. Обычно сварочная проволока поставляется в виде бобин и бухт, она имеет постоянный изгиб. Поэтому для точного позиционирования ее в сварочном наконечнике необходима прямолинейность ее профиля. Все это обеспечивается как конструкцией, так и количеством подающих роликов.
Применение сварочной проволоки с покрытием предъявляет к конструкции подающих роликов требования по обеспечению его сохранности. Для этого используются вкладыши из полимерных материалов, устанавливаемые в калиброванные канавки. Они не создают значительного механического воздействия на поверхность проволоки в процессе подачи.
Скорость подачи сварочной проволоки и методы ее регулировки
Для того, чтобы обеспечить равномерную и стабильную скорость подачи проволоки, применяются электродвигатели как постоянного, так и переменного тока. Компенсация различных усилий в ее продвижении по тракту происходит за счет создания электронных систем управления двигателями. Они обеспечивают повышение мощности при увеличении усилия продвижения. Однако, при достижении критического, предполагают отключение подачи. Критические усилия могут возникать при значительной деформации проволоки как на входном тракте, так и в самом механизме, включающем в себя подающие шланги и сварочный наконечник. Если не предусматривать возможность аварийного отключения при превышении усилия протяжки, то возможен выход механизма подачи из строя.
Также предусмотрено отключение подающего механизма при прекращении подачи газа и отсутствии сварочной дуги.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q