+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Введение. При изготовлении пассажирских вагонов нового поколения (мод. 61-4440/4447) применяется технология плазменной точечной сварки (PSW Plasma Spot Welding) [а, б, в]. PSW-сварка используется для соединения листовых и гнутых деталей боковых стен (рис.1) из нержавеющей стали EN 10088 2 X6CrNiTi18 10+2B, отечественный аналог 12Х18Н10Т ГОСТ 5632-72.
Введение. При изготовлении пассажирских вагонов нового поколения (мод. 61-4440/4447) применяется технология плазменной точечной сварки (PSW Plasma Spot Welding) [а, б, в]. PSW-сварка используется для соединения листовых и гнутых деталей боковых стен (рис.1) из нержавеющей стали EN 10088 2 X6CrNiTi18 10+2B, отечественный аналог 12Х18Н10Т ГОСТ 5632-72.

Однако использование PSW требует выполнения ряда условий:
- высокой чистоты поверхности перед сваркой,
- применения дорогостоящих расходных материалов,
- разработки нормативной документации о закономерностях протекания процесса,
- геометрии сварной точки,
- допустимых величинах зазора между свариваемыми деталями [4-8].
Сущность PSW-сварки
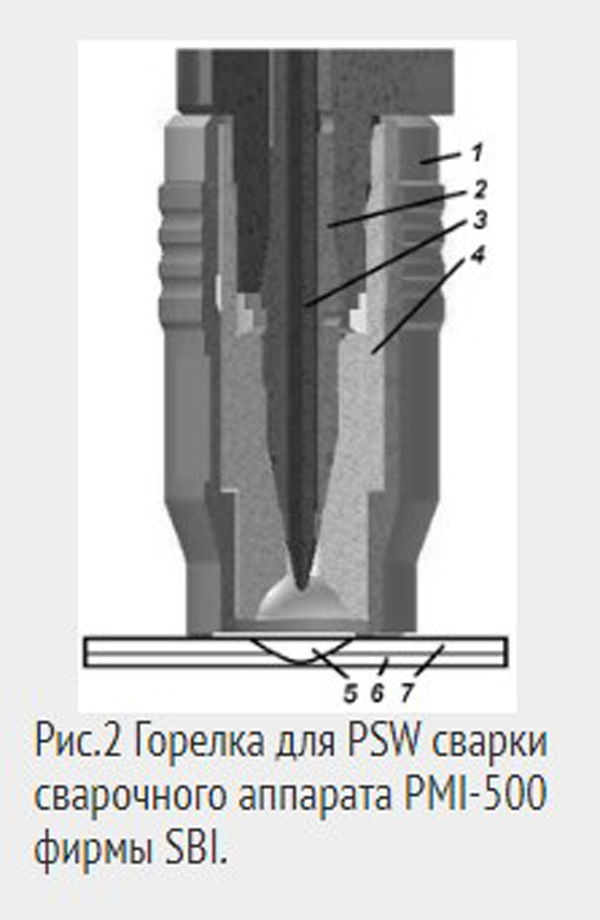
Процесс PSW сварки заключается в сквозном расплавлении верхнего (7) и частично нижнего (6) листов струей ионизированного инертного газа в течении одного или нескольких импульсов с заданной конфигурацией и получении плазменной электрозаклепки (5) (рис.2).
Новая технология принципиально отличается от сварки свободной дугой большим давлением плазмообразующего газа, более высокой концентрацией тепловой энергии дуги, а также особой конструкцией сварочной горелки [1, 4 8]. Охлаждаемое сопло (1) опирается с одной стороны на свариваемые заготовки (7) и (6), с другой на корпус сварочной горелки. В последнюю также закреплен электрододержатель (2), в которой по шаблону устанавливается вольфрамовый электрод с присадкой оксида лантана (3).
Таким образом размерная цепь «конец электрода – электрододержатель – корпус сварочной горелки – сопло – верхняя заготовка» обеспечивает постоянство длины дуги (замыкающее звено «конец электрода верхняя заготовка»). Газ разделяется на два потока: плазмообразующий подается в зазор между электродом и внутренней поверхностью электрододержателя и далее фокусируется керамическим изолятором (4), защитный – в зазор между изолятором и соплом. Далее газ удаляется из зоны сварки Сопло опирается на заготовку тремя платиками, в образующийся зазор выходит отработанный газ.
Статистические исследования
При изготовлении боковой стены часть плазменных точек сваривается на медной подкладке, другая – на весу. Медные подкладки защищают нижний лист от перегрева и предотвращают прожег, что актуально, если нижний лист больше верхнего. Однако встречаются случаи, где использование медной подкладки затруднительно, либо невозможно.
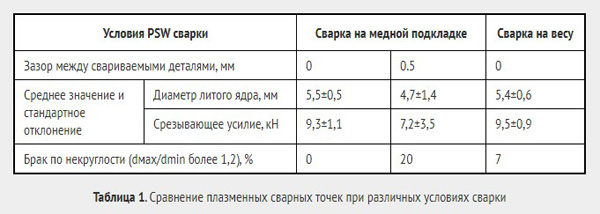
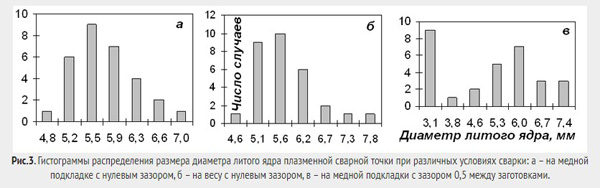
PSW сварка производится без присадочного металла, поэтому технология требует жесткой регламентации по величине допустимого зазора. На рис.3 и в таблице 1 приведен сравнительный анализ плазменных точек для соединения 1+1,5, выполненных: без зазора (на весу и на медной подкладке), а также с зазором на медной подкладке. PSW-сварка производилась на следующем режиме: I=230А, t=400мс, нарастание тока 10A/мс, спад тока 0,4 A/мс, расход газа 2л/мин, смесь газовая 95%Ar+5%H2. Сравнение проводилось по срезывающему усилию, по диаметру литого ядра, его овальности на 30 образцах со сварными плазменными точками применительно к каждому условию. Разрыв образцов производился согласно ГОСТ 6996 66 на универсальной разрывной машине N100K Sпроизводства компании Tinius Olsen. Согласно результатом эксперимента разброс значений срезывающего усилия и диаметра литого ядра плазменной точки как при сварке на медной подкладке, так и при сварке на весу, примерно одинаков, однако при сварке на весу диаметр литого ядра имеет несколько большее отклонение от некруглости, что, вероятно, вызвано ухудшением условий отвода теплоты. Повышение зазора резко ухудшает качество плазменной точки: разброс значений диаметра литого ядра значительно отклоняется от закона нормального распределения, литое ядро получается «рваное» (значительное отклонение от некруглости), разброс значений срезывающего усилия растягивается в сторону с меньшими значениями.
Металлографические исследования
Макро- и микроструктуру образца контролировали на шлифе, вырезанном перпендикулярно поверхности по центру сварной точки. Для изготовления шлифа образец подвергался шлифовке на шкурках различной зернистости и последующей полировке на полировальном станке с использованием водной суспензии окиси хрома. Микроструктуру выявляли химическим травлением в смеси азотной и соляной кислот в соотношении 1:3 (по объёму). Исследования микроструктуры проводили на металлографическом микроскопе OLYMPUS BX51M (Япония) при увеличениях до х500. Микротвердость основного металла, ЗТВ и точки определялась на цифровом микротвердомере DM8 (Италия).
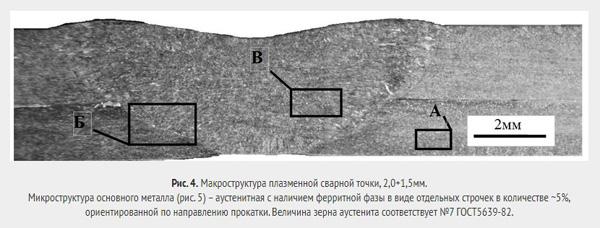
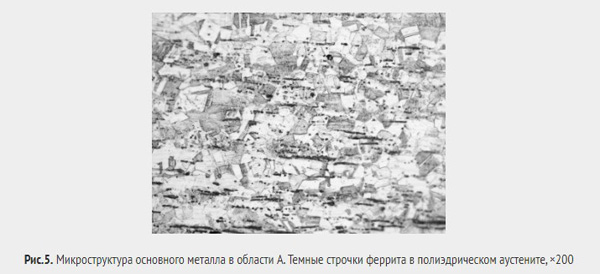
Макростуктура плазменной сварной точки для сочетания толщин 2,0+1,5мм представлена на рис. 4. PSW-cварка производилась инверторным источником питания PMI-500 (SBI, Австрия) [1] одним импульсом без модуляции тока в нижнем положении на медной подкладке. В качестве плазмообразующего газа использовалась смесь «Варигон» из аргона с 5% добавкой водорода. Параметры режима сварки: нарастание тока 10А/мс, спад тока 0,2А/мс, расход газа газа 1,5л/мин, время сварки 600мс, ток сварки 300А. Структура плазменной точки двухфазная аустенитно-ферритная: по краям имеет дендритное строение с ориентированием кристаллитов в сторону теплоотвода и с формированием в центре мелкозернистой структуры. Крупных неметаллических включений, трещин, непровара, газовых пузырей не выявлено.
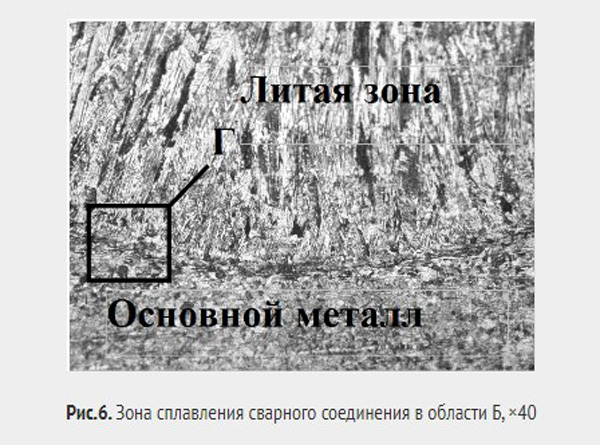
В литой зоне у линии сплавления фиксируется характерная столбчатость (рис. 6).
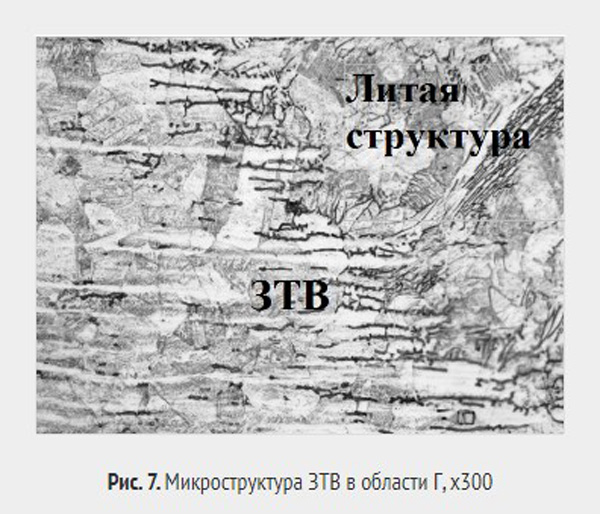
Граница ЗТВ с точкой типична для сварного соединения стали 12Х18Н10Т: аустенит и феррит, при этом рост аустенитного зерна в ЗТВ отсутствует (рис. 7).
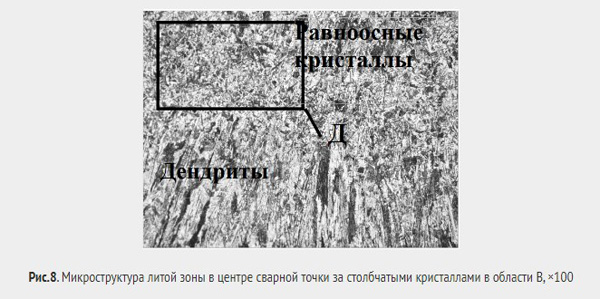
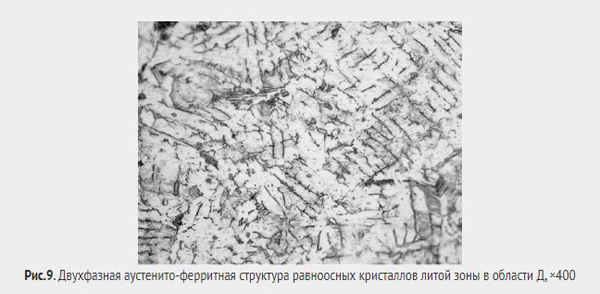
В центре плазменной точки наблюдается зона разориентированных кристаллов получаемая в результате более медленного охлаждения (рис. 8, 9).
Микродефектов (мелких трещин, пористости) в различных зонах сварного соединения не выявлено.
Фрактографические исследования, микротвердость
Излом после проведения испытаний на отрыв представлен на рис. 10 [9]. В большинстве случаев разрушение происходило по основному металлу в ЗТВ, где макрорельеф излома отличается однородностью, с мелкошероховатой матовой поверхностью (рис. 8, а). Реже встречались случаи неоднородного излома с разрушением не только по основному металлу, но и по литой зоне точки, где макрорельеф излома серого цвета, сглаженный, характерный для литой стали (рис. 8, б). Дефектов в изломах не выявлено.

Микротвердость литой зоны, ЗТВ и основного металла образцов не имеет существенных различий и составляет 211…222HV01.
Выводы
1. PSW-сварка приводит к получению качественного сварного точечного соединения без изменения микротвердости от основного металла к литой зоне, с отсутствием заметного роста зерна в ЗТВ, с разрушением большей частью по ЗТВ.
2. На отработанных режимах глубина проплавления и диаметр плазменной сварной точки отличаются стабильной повторяемостью, отсутствуют дефекты в виде несплавлений, газовых пор, выплесков, подрезов кромок.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q