+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Плазменная сварка (PAW - Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Плазменная сварка (PAW - Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
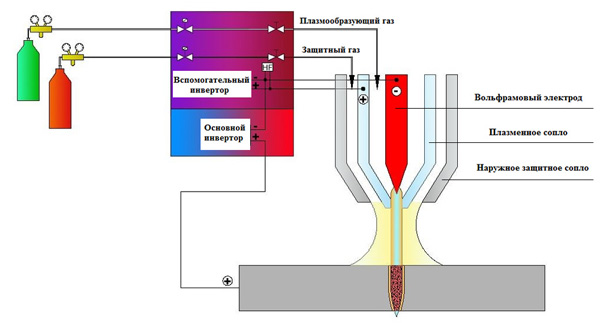
Схема классического промышленного аппарата плазменной сварки
Данная технология известна еще с советских времен - 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае - прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
По сути дела, говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
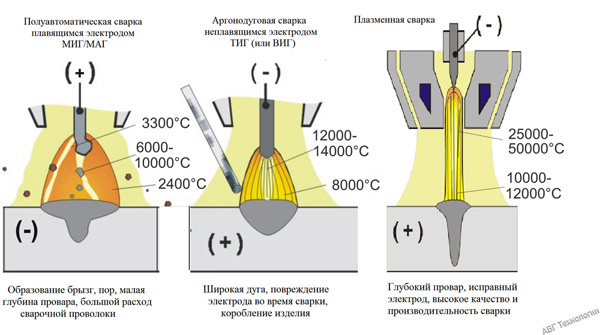
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
- нержавеющие стали
- низкоуглеродистые стали
- оцинкованные стали
- титан
- медь, бронза, латунь
- сплавы алюминия (для источника PMI 350AC)
- для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
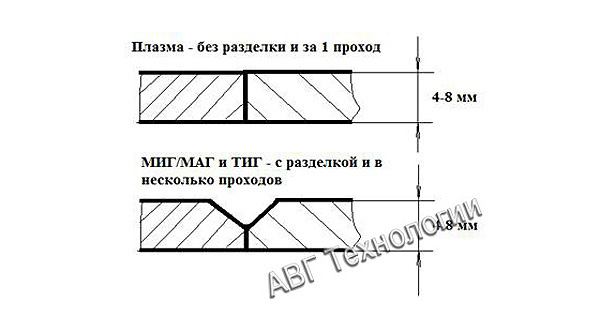
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q