+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Существует много ситуаций, когда сварка с применением высоких температур не подходит: возможно коробление деталей, нужно сварить разнородные металлы, в данном помещении недопустимы брызги раскалённого металла, мало ли что?
Существует много ситуаций, когда сварка с применением высоких температур не подходит: возможно коробление деталей, нужно сварить разнородные металлы, в данном помещении недопустимы брызги раскалённого металла, мало ли что?
Вот тогда и прибегают к холодной сварке. Её суть в том, что металлические детали свариваются за счёт давления, при котором происходит пластическое деформирование элементов. Высокие температуры здесь не нужны, соединение сварочных поверхностей может происходить при комнатных, и даже отрицательных, температурах. Качество же сварки будут определять физико-химические свойства свариваемых металлов (пластичность, вязкость, степень деформации и т.п.), схема пластической деформации (давлением, давлением и вибрацией, давлением и ультразвуком), степень очистки и подготовки свариваемых поверхностей.
Холодная сварка давлением подразделяется на три типа:
- точечная;
- шовная;
- стыковая.
Точечным способом сваривают обычно малопластинчатые материалы. Для этого с одной или двух сторон в точку сварки вдавливают пуансоны. Естественно, они сделаны из более прочного материала, чем свариваемый металл. Встречное давление деформирует металлические детали, отчасти происходит даже диффузное проникновение. Недостаток этого способа лежит скорее в технической плоскости: надо создавать значительные давления на очень малой площади.
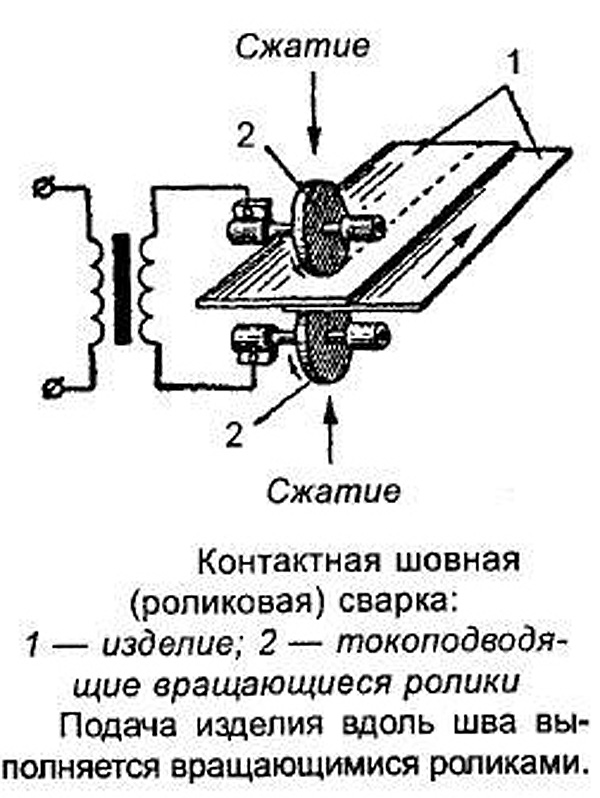
Шовный способ ещё именуют роликовой сваркой. Шов получается монолитным и непрерывным. Детали располагают между роликами, которые погружаются в металл деталей. Выступы роликов, погрузившись в металл, сильно деформируют его. Ролики же, вращаясь, продвигают металл и продолжают деформировать его уже на новом месте. Таким образом, шов получается непрерывным.
При стыковой холодной сварке закреплённые стержни соосно торцами подаются друг к другу, деформируются и остаются надёжно соединёнными друг с другом. Но при сильном сдавливании вокруг шва образуется облой (наплыв), который постоянно надо удалять. Большой недостаток этого способа в том, что значительная часть трудо- и энергозатрат уходит именно на удаление облоя.
Появились на строительных рынках и клеи, склеивающие всё, в том числе и металлы. Они надёжны, могут удерживать склеенный металл и при нагревании до 300°С. Но хоть они и гордо называются "холодной сваркой", ничего общего с ней не имеют, так как никакой деформации и диффузии соединяемые металлические поверхности не подвергаются.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q