+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Процесс GMAW-сварки используется для сплавления металлических изделий электрической дугой, которая горит между обрабатываемым изделием и плавящейся, непрерывно подаваемой проволокой. Для защиты зоны сварки подается газ через сварочную горелку, как показано на рисунке ниже.
Процесс GMAW-сварки используется для сплавления металлических изделий электрической дугой, которая горит между обрабатываемым изделием и плавящейся, непрерывно подаваемой проволокой. Для защиты зоны сварки подается газ через сварочную горелку, как показано на рисунке ниже.
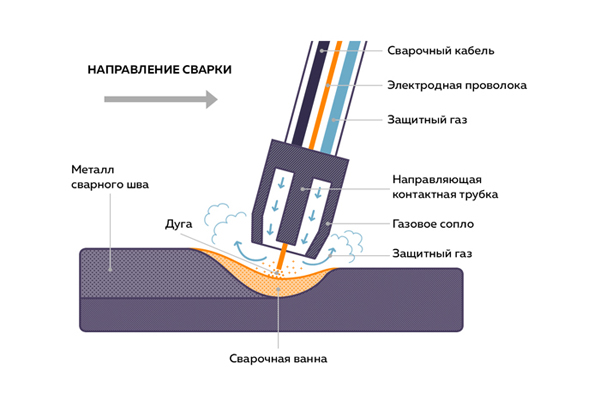
Кислород оказывает неблагоприятное влияние на сварочный шов (появление шлаковой прослойки, коррозии, снижается механическая прочность и т.д.). Именно для защиты сварочного соединения от влияния атмосферы используется защитный газ.
Защитный газ позволяет также: стабилизировать сварочную дугу; улучшить перенос сварочной капли; улучшить глубину провара шва; обеспечить зачистку сварочному соединению; повысить производительность сварочного цикла; снизить вероятность прожига металла.
Сварка плавящимся электродом в газовой защитной среде
В процессе сварки плавящейся присадочной проволокой формируется шов за счет проплавления электродной проволоки и основного металла. Поэтому размер и форма шва (не считая тип и сечение металла, метод и скорость сварки и т.д.) будут зависеть от переноса присадочной капли и характера расплавления сварочной ванны.
От переноса расплавленной капли зависит качество будущего сварочного соединения. Этим процессом можно управлять, применяя разные сварочные процессы и настройки аппарата.
Доступные режимы сварки
MIG\MIG-сварка может выполняться различными методами и с разными настройками:
- струйный перенос металла;
- крупнокапельный перенос металла;
- циклическая сварка короткой дугой;
- сварка оптимизированной короткой дугой;
- импульсный режим сварки;
- ротационный режим сварки – непрерывно вращающийся перенос капли.
Каждый из вышеописанных методов обладает своими преимуществами и недостатками, о которых мы подробнее поговорим ниже в этой статье.
Циклическая сварка короткой дугой
В режиме циклической сварки короткой дугой (короткими периодическими замыканиями) используется присадочный материал сечением от 0,5 до 1,6 мм, с рабочим током от 100 до 200 Ампер и напряжением от 15 до 22 Вольт.
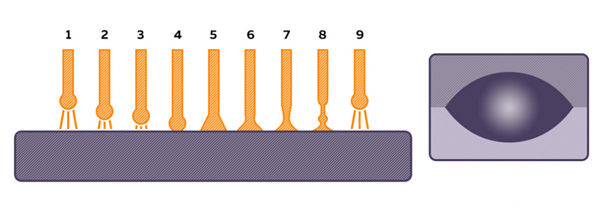
Рисунок режима циклической сварки короткой дугой
На рисунке выше показан процесс сварки, когда в один из периодов коротких замыканий 8 и 9 расплавленный металл силой поверхностного натяжения стягивается в каплю на торце электрода. В результате создается правильная сфера и правильные условия для сплавления со сварочной ванной. При этом достигается максимальная величина напряжения и длина дуги.
Во время сварочного цикла скорость подачи присадочного материала постоянная, при этом есть изменения в плавлении проволоки в 3 и 4 периодах ниже скорости подач. В результате чего кончик электрода приближается с каплей к сварочному шву до короткого замыкания (период 4 – напряжение и длина дуги уменьшаются). При этом капля расплавленной проволоки переходит в сварочный кратер и процесс повторяется.
Короткое замыкание резко увеличивает ток сварки, в результате происходит разрыв перемычки жидкого металла между основным металлом и электродом (8 период). В этот момент капля отрывается и разрушается, происходит разбрызгивание металла. Высокий ток пытается перейти через узкую перемычку между ванной и каплей, приводя к выплеску металла.
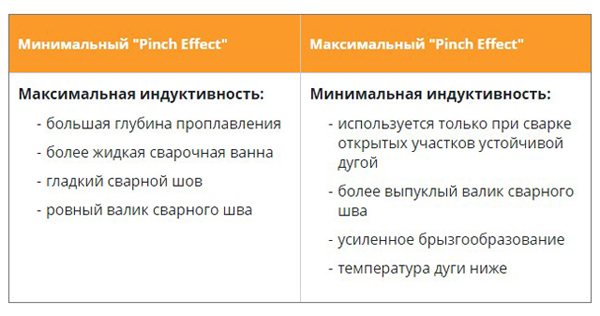
Чтобы снизить разбрызгивание, нужно добиться плавного переходного процесса – сжимающего усилия (период 6-7). Этого можно добиться настройкой индуктивности, которая будет определять величину увеличения сжимающего усилия. При низкой индуктивности электрод будет брызгать за счет того, что капля сильно и быстро сжимается. При высокой индуктивности, время отделения капли увеличивается, с плавным переходом в сварочный шов. Как результат, шов формируется чистым и гладким. Ниже приведена таблица воздействия величины индуктивности на качество сварки.
Циклическая сварка короткой дугой применяется для тонкостенных металлов, может использоваться для сварки полуавтоматом для любого пространственного положения.
Сварка оптимизированной короткой дугой
Данный режим сочетает сварку циклическую короткой дугой с высокой скоростью подачи присадочной проволоки. В результате достигается мощная короткая дуга (током до 300 Ампер и напряжением до 26 Вольт). Такой режим обеспечивает низкую степень окисления наплавляемого металла с минимальным тепловложением.
Крупнокапельный процесс сварки
Данный метод сварки характеризуется изменением величины сварочной дуги (от 22 до 28 Вольт) и сварочного тока от 200 до 290 Ампер. В результате меняется перенос присадочного металла и характер расплавления, происходит переход от сварки короткими замыканиями короткой дугой к сварке с редким коротким замыканием или без него. Нерегулярный перенос в ванну присадочного металла затрудняет сварку в потолочных положениях, ухудшается характеристика дуги, увеличивается разбрызгивание металла и угар.
Крупнокапельный перенос осуществляется при небольшой плотности тока, с крупной каплей больше самого электрода. Применение защитных газов позволяет исключить разбрызгивание металла, кроме углекислого газа. Конец присадочной проволоки расплавляется в среде углекислого газа энергией дуги, которая передается через расплавленную каплю. При этом увеличивается разбрызгивание металла, шов формируется волнистый и грубый, дуга неустойчива.
Чтобы снизить разбрызгивание, нужно держать кончик электрода ниже поверхности заготовки, ближе к сварочной ванне, в пределах плотности сварочной дуги. При этом достигается быстрый глубокий провар металла.
Режим импульсной сварки
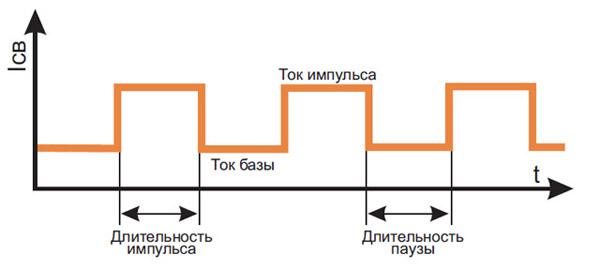
Такой метод сварки характеризуется мгновенным изменением мощности сварочной дуги. Теплота, выделяемая дугой, недостаточная для расплавления присадочной проволоки с той скоростью, с которой она подается. В результате этого уменьшается длина дуги.
В период импульса тока осуществляется быстрое расплавление проволоки с формированием сварочной капли. Резкое увеличение электродинамической силы приводит к сужению шейки капли, сбрасывая ее в сварочную ванну в любых пространственных положениях.
В результате формируются качественные швы без разбрызгивания, с контролируемой дугой. При импульсном режиме сварки применяется одиночный импульс или группа импульсов, разными или одинаковыми параметрами. В первом случае первые или первый импульсы ускоряют расплавление проволоки, а сброс капли в сварочный шов обеспечивают последующие импульсы. При этом металл в шов переносится мелкими каплями без разбрызгивания. При импульсной сварке наблюдается электромеханическая вибрация, которая позволяет удалить газовые пузырьки из сварочного шва, обеспечивая ему высокую плотность.
Изменяя ток импульса и дуги, можно управлять размером и формой шва, скоростью расплавления проволоки и другими параметрами. Контролируемое тепловложение обеспечивает качественную сварку тонкостенных цветных и черных металлов. Импульсная сварка алюминия позволяет снизить пористость на поверхности металла за счет применением проволоки большего диаметра. Напряжение дуги в импульсном режиме от 28 до 35 Вольт, а пиковый ток может достигать 300-350 Ампер, гарантируя высокое кратковременное тепловложение в обрабатываемый металл.
Режим струйного переноса
Данный метод сварки характеризуется высокой плотностью постоянного тока (с импульсами или без импульсов) на обратной полярности в среде инертных газов с мелкокапельным переносом присадочного металла. При этом наблюдается непрерывный перенос струей присадочного металла в ванну с конца электрода. Стабильная ровная дуга с направленным потоком капель по оси от кончика электрода в сварочный шов. Гладкая поверхность шва, контролируемая глубина проплавления. Перенос сварочного металла изменяется с капельного на струйный при резком возрастании величины сварочного тока до «критических» величин для данного сечения электрода.
Получить струйный перенос при прямой полярности тока нет возможности. В режиме струйного переноса диаметр сварочных капель будет меньше или равняться диаметру электрода. Скорость плавления присадочного материала достигает 42-340 мм/с. Струйный метод переноса металла осуществляется при высокой стабильности дуги с рабочим напряжением 28-40 Вольт и сварочным током 290-450 Ампер. Широко используется для качественного соединения металлов сечением свыше 7 миллиметров.
Ротационный перенос металла
Данный метод непрерывно вращающегося переноса сварочного металла формируется при создании длинного столба жидкости на кончике расплавляющегося электрода. В результате высоких токов 450-650 Ампер и напряжения 40-50 Вольт на дуге с большим вылетом электрода, создается высокая температура сварочной капли. В итоге электрод начинает плавиться без воздействия дуги. В этом случае расстояние до токоведущего мундштука всего 25-35 миллиметров. Продольное магнитное поле, конически расширяясь, начинает вращать столб жидкости вокруг своей оси. Сварочные капли начинают переходить по радиальному направлению в свариваемый металл, формируя широкое и плоское проплавление.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q