+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Рассматривая типы газовых горелок, очень важно в отдельной теме рассмотреть так называемые универсальные сварочные горелки. Такие горелки, как правило, имеют инжекторную систему подачи сварочного газа, и к тому же такая горелка действительно оправдывает свое «универсальное» название.
Рассматривая типы газовых горелок, очень важно в отдельной теме рассмотреть так называемые универсальные сварочные горелки. Такие горелки, как правило, имеют инжекторную систему подачи сварочного газа, и к тому же такая горелка действительно оправдывает свое «универсальное» название.
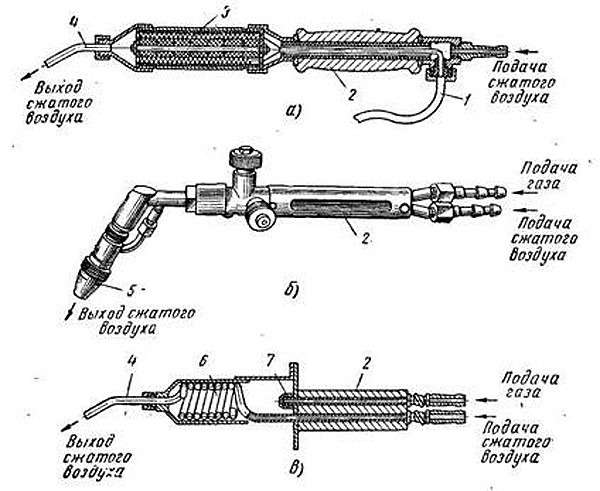
Прежде всего, отметим, что необходимые газы поступают в горелку по специальным резиновым шлагам, которые надеваются на два ниппеля – одного для кислорода, а второго для ацетилена. После, когда в одну трубку поступает кислород, а в другой трубке перемещается ацетилен, они подходят к специальным регулировочным вентилям – соответственно, кислород подходит к кислородному вентилю, а ацетилен к ацетиленовому вентилю. После чего, газы начинают поступать в инжектор, а после в камеру смешивания. После смешивания кислорода и ацетилена, сварочный газ начинает поступать по трубке наконечника в мундштук, а уже на выходе из него, газ сгорает, образуя сварочное пламя.
При этом ствол и наконечник сварочной горелки соединяются при помощи накидной гайки. Что же касается таких мелочей, как регулировочные гайки, то они удобно расположены по отношению к сварщику, что дает ему возможность, регулировать скорость и интенсивность подачи сварочного газа, не отрываясь от работы. Также, удачное расположение вентилей заключается в том, что горелка легко держится в руке, и поэтому во время сварки можно удобно ею работать, не опасаясь за то, что затекут или устанут руки.
В зависимости от размеров наконечников, газовые горелки могут иметь различные диапазоны регулирования скорости подачи сварочного газа и давления. Обозначаются универсальные газовые горелки, следующими обозначениями: ГС-1 – ГС4. Чем больше цифра у индекса газовой горелки, тем она мощнее, и позволяет работать с большими толщинами металлов.
Перед началом работы с горелкой, в первую очередь, открывается вентиль с кислородом, кислород, попадая в камеру инжектора, создает разряженное пространство, после чего открывается вентиль ацетилена, и он начинает активно подсасываться в камеру. Затем, горелку поджигают и путем регулирования вентилей, устанавливают определенный режим горения. Гашение горелки происходит в обратном порядке – в первую очередь перекрывается ацетиленовый вентиль, и уж потом кислородный. Примечательно, что ацетиленовый вентиль перекрывается также при возникновении обратных ударах, или при возникновении неисправности горелки. Поэтому, во время газовой сварки важно следить не только за свариваемым металлом, но и за состоянием газовой горелки, ведь, в конце концов, сварщик имеет дело со сжатым газом, который легко воспламеняется и в целом, взрывоопасен.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q