+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Как известно, технология электрошлаковой сварки заключается в образовании теплоты, которая образуется за счет расплавления шлака при помощи электрического тока.
Как известно, технология электрошлаковой сварки заключается в образовании теплоты, которая образуется за счет расплавления шлака при помощи электрического тока.
Эта теплота, воздействует на кромки металла, расплавляя его, в результате чего и получается сварной шов. Давайте же рассмотрим технологический процесс поближе, и посмотрим, что для этого используется, из чего состоит сварочный аппарат, и как протекает весь процесс.
Итак, начинается все с того, что две свариваемые детали ставятся друг напротив друга. Между ними устанавливают необходимый зазор, который ранее предусмотрен на производстве. Этот зазор закрывается специальными медными ползунами, которые имеют водяную систему охлаждения. Снизу, зазор также закрывается при помощи специального кармана, а, непосредственно, в сам зазор, засыпается сварочный флюс. Далее, во флюс помещается сварочная проволока, которая уже в самом процессе, передается с помощью роликовых деталей. Далее, на проволоку подают сварочный ток, величина которого достаточно для того, чтобы нагреть и расплавить и электродную проволоку, и кромку металла, и, собственно, сам флюс. Так, флюс превращается в шлак, который имеет электропроводность, поэтому через него проходит электрический ток. Также, он является и источником тепла, который заставляет плавиться и сварочную проволоку, и кромки деталей. Металл, который плавиться, стекает вниз, образовывая сварочную ванную. Как видите, в этом процессе отсутствует сварочная дуга, так как она полностью шунтируется образовавшимся шлаком. Таким образом, процесс протекает по направлению снизу – вверх, где в нижней части металл застывает, образовывая сварное соединение, а сверху расплавляется, образовывая сварочную ванну. Этот процесс является весьма экономичным, с точки зрения затрат на флюс, ведь он составляет лишь 5% от всего наплавленного шва.
Разновидность электрошлаковой сварки
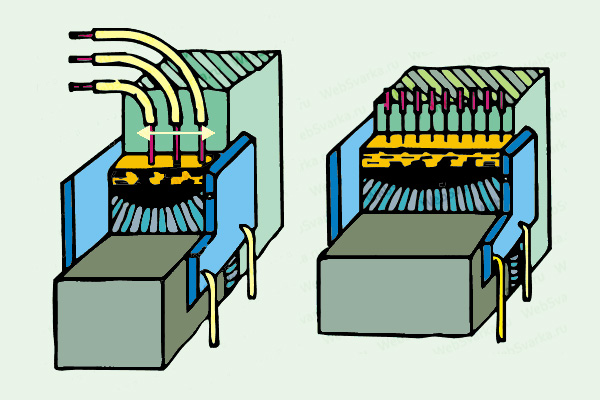
Также следует отметить разновидность электрошлаковой сварки. Так, она может быть:
- многоэлектродной;
- электрошлаковой сваркой с пластинчатыми электродами;
- электрошлаковой сваркой с плавящимся мундштуком.
Как правило, главный источник выделения теплоты образуется в шлаковой ванной, непосредственно, в области электрода. Но, так как расплавленный шлак имеет хорошую теплопроводность, значение теплоты у кромок металла не слишком отличаются от величины у проволоки. Ограниченная толщина сваривания – 60 мм. С увеличением этого расстояния, в технологию сварки включают 2 и более электродов, то есть электродных проволок. Если есть необходимость, проволоке могут давать некоторые колебания, чтобы капающий металл, лучше образовывал сварной шов. Средняя сила сварочного тока на одной проволоке, примерно равна 200-600 А, а напряжение при этом лишь 25-25 В. Также, интересно знать скорость подачи проволоки – всего 100-400 м/ч.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q