+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
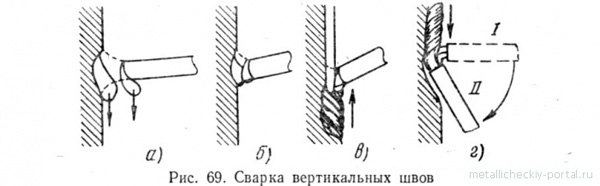
 При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б).
При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 69, а). Поэтому такие швы выполняют более короткой дугой, при которой капли, вследствие действия сил поверхностного натяжения, легче переходят с электрода в кратер шва (рис. 69, б).
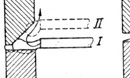
Конец электрода отводят вверх или в сторону от капли, давая ей возможность затвердеть. Вертикальные швы лучше сваривать снизу вверх, тогда нижележащий кратер будет удерживать капли металла (рис. 69, в). Электрод может иметь наклон вверх или вниз. При наклоне электрода вниз сварщику удобнее наблюдать за распределением капель электродного металла в разделке шва. Если необходимо вести вертикальную сварку сверху вниз, электрод ставится в положение I (рис. 69,г), а после образования, капли опускается ниже, в положение II, при котором капля удерживается короткой дугой от стекания.
Вертикальные швы лучше сваривать электродом диаметром не более 4 мм, на пониженном токе (порядка 160 а). При этом уменьшается объем жидкого металла в кратере шва, что облегчает сварку.
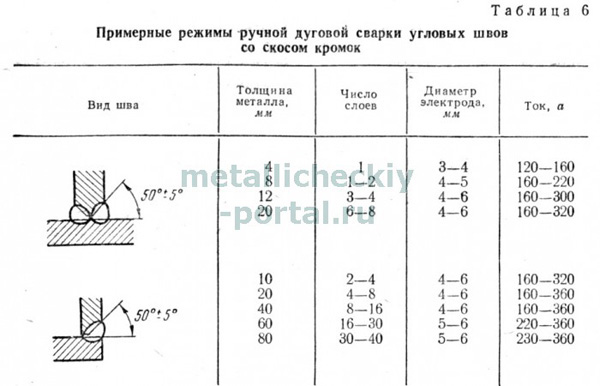
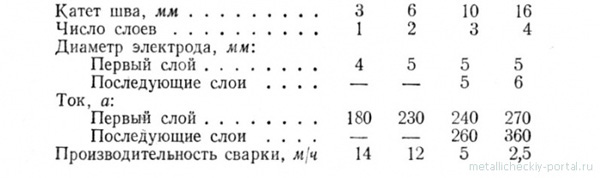
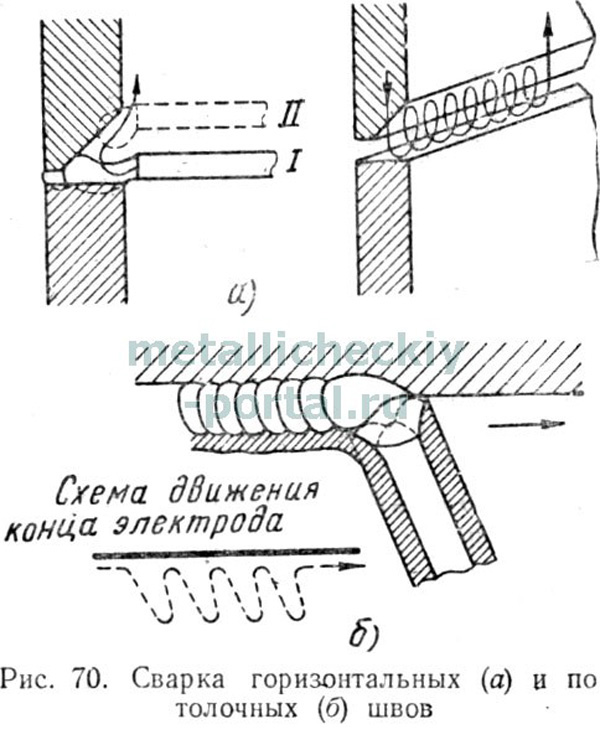
Для уменьшения стекания металла при выполнении горизонтальных швов (рис. 70, а) скос кромок делают только у верхнего листа. Дугу возбуждают на нижней кромке (положение I), а затем переводят ее на кромку верхнего листа (положение II), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 70, а, справа. Горизонтальные швы сваривают также продольными валиками, причем первый валик (корень шва) выполняют электродом диаметра 4 мм, а последующие — электродом 5 мм.
Наиболее трудно выполнять потолочные швы, которые свариваются возможно более короткой дугой. Для сварки потолочных швов применяют электроды с покрытиями более тугоплавкими, чем металл электрода. В этом случае покрытие образует на конце электрода чехольчик, удерживающий капли металла (рис. 70, б). В процессе сварки конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и металл шва затвердевает. Для потолочной сварки — вертикальной и горизонтальной используют электрод меньшего диаметра, а ток уменьшают на 10—12% по сравнению со сваркой металла такой же толщины в нижнем положении.
При сварке потолочных швов пузырьки газа, всплывая, попадают в корень шва, что снижает прочность сварного соединения. Потолочная сварка применяется только при монтаже крупных конструкций, сварке неповоротных стыков трубопроводов, ремонтной сварке и других подобных работах, когда выполнение шва в нижнем положении невозможно.
Вертикальные, горизонтальные и потолочные швы можно сваривать и в защитных газах, обеспечивающих струйный перенос металла электрода в сварочную ванну. При этом следует применять механизированные способы сварки.
Для сварки в любом пространственном положении пригодны электроды: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 и др. (см. табл. 5).
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q