+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Свариваемость металлов - это реакция на процесс проведения сварки. Определяем режимы сварки, пригодность изготовленного изделия к дальнейшей эксплуатации. Подробно рассматриваем факторы, влияющие на свариваемость. Таблица групп металлов.
Свариваемость металлов - это реакция на процесс проведения сварки. Определяем режимы сварки, пригодность изготовленного изделия к дальнейшей эксплуатации. Подробно рассматриваем факторы, влияющие на свариваемость. Таблица групп металлов.

При изготовлении самолетов, кораблей (космических, морских, речных), автомобилей, строительстве сооружений разного назначения, производстве продукции машиностроительной, пищевой, энергетической и других отраслей промышленности, в ЖКХ используют металлические конструкции, которые свариваются разными способами. Они изготавливаются из углеродистых и легированных марок сталей, чугуна, меди, титана, алюминиевых сплавов и т. д. Каждый раз способ сварки металла конкретной марки и технология проведения выбираются в индивидуальном порядке. В первую очередь смотрят на химический состав, который производитель металлопроката и сортамента обязательно указывает в сопроводительной документации к каждой партии товара. Это позволило отнести любую из почти 700 марок сталей к той или иной группе по свариваемости.
Определение свариваемости и ее категории
Свариваемость сталей – способность получать при выбранном оборудовании и технологии проведения процесса качественное соединение частей изделия, соответствующее требованиям эксплуатации конечного продукта. Проще говоря, место соединения должно максимально приближаться к прочностным характеристикам свариваемой марки стали. Различают два вида свариваемости: физическую и технологическую. В первом случае получают соединение с химической связью, что характерно для чистых металлов и технических сплавов. Технологический вид свариваемости заключается в характеристике места соединения стальных заготовок после выполнения сварочного процесса. Шов и околошовная зона должны соответствовать свойствам, которые предъявляются к изделию, и быть надежными в течение всего срока эксплуатации.
На свариваемость оказывают влияние такие факторы: количество углерода, легирующих элементов и вредных примесей, имеющихся в марке стали в %; чувствительность металла к нагреву; химическая активность; склонность к окислительным процессам.
Совокупность факторов позволила марки сталей по свариваемости разделить на 4 группы: хорошо, удовлетворительно, ограниченно и плохо подлежащие сварочному процессу. Влияние оказывает и квалификация сварщика. Если человек – дилетант, то качество соединения будет очень низким.
Характеристики групп некоторых марок сталей и нюансы проведения сварки указаны в таблице:
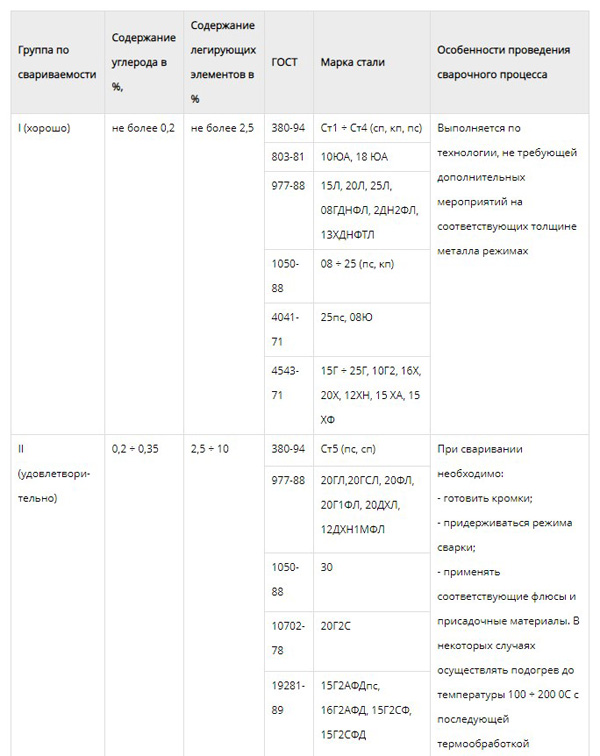
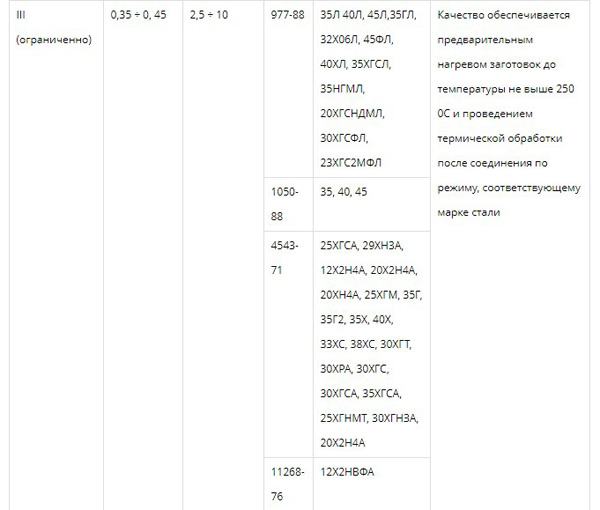
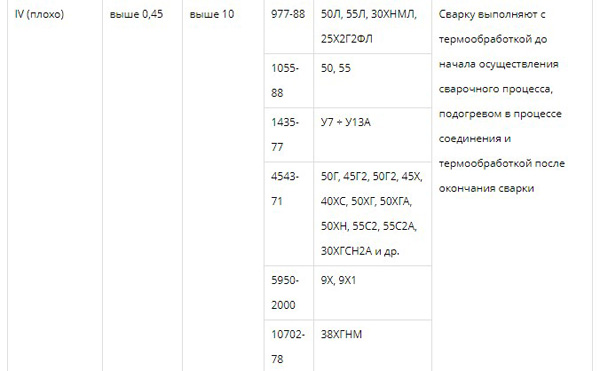
Таблица свариваемости позволяет, если известна марка металла, сразу отнести его к конкретной группе и исходя из этого грамотно подобрать режим и способ осуществления соединения. Низкоуглеродистые и низколегированные стали свариваются любыми видами сварки без каких-либо ограничений, остальные марки требуют дополнительных мероприятий, которые позволят выполнить соединение соответствующего качества.
Внимание! Сварка при температуре ниже -5 °C не должна выполняться: качество соединения будет невысоким.
Факторы, оказывающие влияние на процесс сварки
Факторы, которые оказывают влияние на получение качественного соединения: химический состав и содержание вредных компонентов в воздухе. Содержание углерода в марке стали – это очень важный фактор. Без проблем соединяются металлы с содержанием элемента не выше 0,2%, при более высоком показателе качество ухудшается. В околошовной зоне возникают трещины как горячие, так и холодные. Содержание серы в количествах, превышающих 0,045%, ведет к такому явлению, как красноломкость, т. е. возникновение горячих трещин. Вредной примесью является и фосфор. Если его количество превышает 0,4%, то не избежать такого дефекта, как хладноломкость, т. е. охрупчивание структуры. Содержание марганца в стали в количествах более 1,8% затрудняет сварку. Место соединения становится хрупким, и в нем возникают трещины из-за закалочных процессов. Хром в повышенных количествах ухудшает коррозионную стойкость шовного соединения, особенно у сталей, которые не содержат никеля. Количество хрома ограничивается верхним пределом – 0,3%. Стали с количеством кремния до 0,8% свариваются хорошо, при превышении этой величины текучесть увеличивается и свариваемость ухудшается.
Сталь, особенно при сварке ответственных конструкций, необходимо защищать от вредных компонентов, находящихся в воздухе: кислорода и водорода. Они приводят к возникновению трещин и пор в сварном шве. Защитит место соединения от окисления при соединении слой флюса или защитный газ.
Режим и способ ведения также оказывают влияние на свариваемость металлов. Особенно когда марка стали неизвестна. В этом случае ее определяют экспериментально. Для этого сначала сваривают образцы из тех заготовок, из которых будет в дальнейшем изготавливаться конструкция или изделие, и отрабатывают режим проведения сварочного процесса.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q