+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 К большому сожалению, в процессе сварки могут возникать проблемы, которые вызывают различные сложности и дефекты. Хоть дефекты сварных швов, штука довольно неприятная, но вполне нормальная. Задача любого сварщика состоит в том, чтобы свести к минимуму количество возникающих дефектов.
К большому сожалению, в процессе сварки могут возникать проблемы, которые вызывают различные сложности и дефекты. Хоть дефекты сварных швов, штука довольно неприятная, но вполне нормальная. Задача любого сварщика состоит в том, чтобы свести к минимуму количество возникающих дефектов.
В этой статье мы постараемся рассказать о том, какие дефекты существуют. Отвечая на вопрос, почему так происходит, следует выделить две главные причины – это ненадлежащая подготовка материалов, а также неправильная технология или плохая подготовка сварщика.
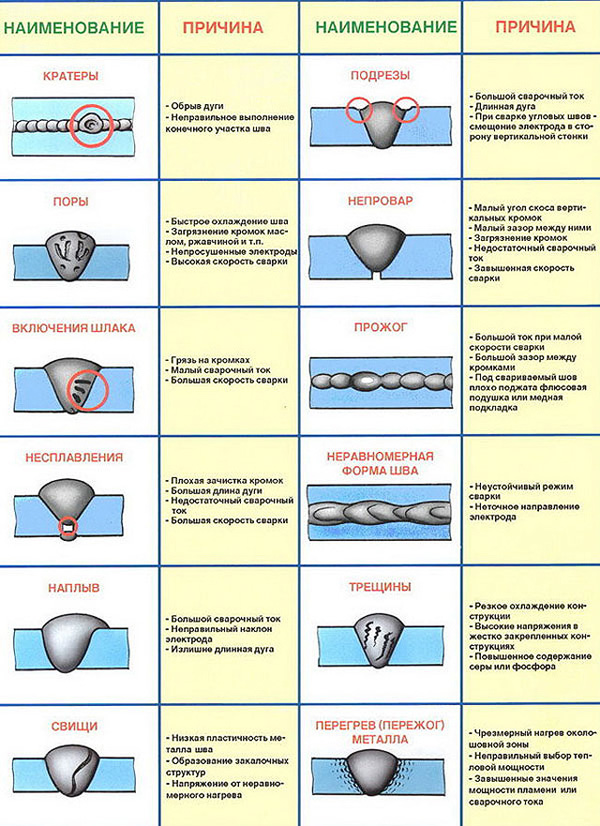
Дефекты сварных швов делятся на множество квалификаций, в зависимости от формы, размера, расположения и так далее. Однако, согласно государственному стандарту, выделяют лишь 6 категорий дефектов сварных швов. К таким группам относится: образование трещин; образование твёрдых включений; образование несплавлений; образование непроваров (сюда относятся свищи, кратеры, усадочные раковины и поры); образование полостей; а также образование шва неправильной формы.
К последней категории можно отнести прожоги, усадочные канавки, превышение выпуклости и проплавов, а также наплав и смещение, натёки, подрезы и другие. К слову, это самая интересная категория, относящаяся к дефектам сварных швов.
Дефекты в виде подрезов похожи на продольные углубления, которые находятся на валике шва с наружной части. Они могут быть и усадочными швами. В случае, если с обратной стороны свариваемого участка образовывается наплавление металла в избыточных количествах, такой дефект называют превышенным проплавом.
Возникновение неглубоких канавок около шва, которые образовались из-за усадки, называют вогнутым корнем шва. Если в процессе сварки параллельные элементы были смещены, такой дефект называют линейным смещением. Также, бывает и угловое смещение, которое возникает в тех ситуациях, когда элементы кромок расположены под углом, который создает избыточную асимметрию.
В случае если основной металл на поверхности получил избыточное количество наплавленного шва, такой дефект называют наплавом. А если сварочный процесс протекает под горизонтальным угловым либо стыковым швом, есть большая вероятность образования натёка. В таком случае наплавляемый металл не будет сплавляться с поверхностью, и будет распределяться под воздействием силы тяжести.
Прожог – еще одна разновидность дефекта, внешне который представляет собой сквозное отверстие, находящееся в шве и образовавшееся из-за вытекания расплавленного металла из сварочной ванны.
Отметим также, что дефекты сварных швов обозначаются цифровыми и буквенными значениями. К примеру, трещина, образовавшаяся при местном разрыве шва, может быть продольной – тогда, её обозначение будет иметь вид «101-Еа», если трещина поперечная «102-Eb», радиальная «103» и так далее. Микротрещины обозначаются четырехзначными индексами, например «1 001» и так далее.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q