+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Еще одним распространенным видом сварки является диффузионная сварка. Этот метод основывается, как вы уже догадались, на явлении диффузии металлов. Поэтому сейчас мы более подробно рассмотрим этот процесс, поскольку область использования данного вида сварки достаточно широкая, поэтому столкнуться с диффузионной сваркой можно очень просто.
Еще одним распространенным видом сварки является диффузионная сварка. Этот метод основывается, как вы уже догадались, на явлении диффузии металлов. Поэтому сейчас мы более подробно рассмотрим этот процесс, поскольку область использования данного вида сварки достаточно широкая, поэтому столкнуться с диффузионной сваркой можно очень просто.

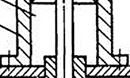
Схема диффузионной сварки:
1 - рабочая вакуумная камера; 2 - гидроприводной цилиндр; 3 - поршень; 4 - рабочий стол; 5 - электрический индуктор; 6 - детали для сварки.
Итак, процесс начинается с того, что в специальной камере нагревают детали, которые вместе с тем, сдавливают при помощи удельного давления. Величина этого давления, приблизительно равна 0,5-2 кГ/мм2. При этом, в камере продолжается поддерживаться постоянный вакуум, при помощи специальных вакуумных насосов. Эти насосы, в свою очередь, откачивают газы, которые поступают в камеру по разным причинам, но в основном – это не плотность системы, а также адсорбированные выделяющиеся газы с поверхности стенок камеры и, непосредственно, с поверхности самой детали. Таким образом, происходит очистка поверхности детали, с которой удаляются всевозможные загрязнения, металлические окислы и так далее. Это необходимо для того, чтобы поверхности сварки, перед самим процессом сваривания, были хорошо обработаны механически, для наилучшего соприкосновения по поверхности сварки. Также, воздействие непрерывного давления снимает все выступы или неровности, образующиеся на поверхности горячего металла, а также обеспечивает хорошее прилегание по всей этой поверхности.
Процессы очищения, подгонки и диффузии поверхности протекает весьма медленно. На это, может потребоваться от 5 до 20 минут, а иногда и больше, в зависимости от того, закончился ли процесс сварки, или нет. Нагревание деталей, как правило, проходит электрическим путем, причем это может быть как излучение тепла от нагревателей, а может быть и теплопередача, непосредственно, от нагревателей к детали, а возможен еще и индукционный нагрев. Большое значение в процессе диффузионной сварки, занимает, все же, температура. Небольшие колебания, например повышение температуры, могут в значительной степени ускорить диффузию. Однако вместе с тем, значительное повышение температуры может существенно снизить качество металла.
Используют диффузионную сварку в таких случаях:
- соединение деталей из диоилицида молибдена;
- для сварки проволоки из, так называемой, быстрорежущей стали;
- для сварки серых чугунов со стальными деталями;
- для сварки в вакууме и изготовления узлов арматуры;
- для сварки таких металлов, которые не смешиваются в жидком состоянии (например, вольфрам и медь);
- для сварки твердых сплавов с различными марками стали;
- для сварки алюминиевых сплавов;
- для сварки стекло-металлических сварных узлов.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q