+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
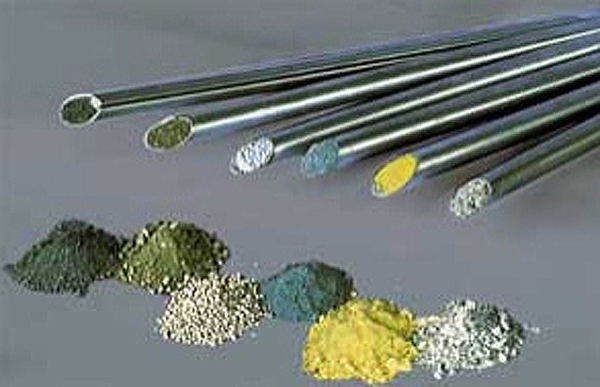
 Сварочная проволока бывает трёх видов: проволока сплошного сечения, активированная проволока и порошковая проволока.
Сварочная проволока бывает трёх видов: проволока сплошного сечения, активированная проволока и порошковая проволока.
Из сварочной проволоки сплошного сечения делают электроды, применяется она также в автоматической и полуавтоматической сварке. Для сварки разных металлов существуют разные ГОСТы, диаметром же они выпускаются от 0,3 до 12 мм. При умении читать маркировку можно узнать:
- сварочная (Св); она или наплавочная(Нп);
- следом идущие цифры указывают сотые доли углерода;
- заглавными буквами указывается легирующий состав (Г - марганец, Д - медь, Н - никель, М - молибден, С - кремний, Т - титан, Ф - ванадий, Х - хром, Ю - алюминий, Ц - цирконий);
- если за "легирующей" буквой стоит цифра, это количество элемента в процентах, если цифры нет, то содержание элемента ― до 1%;
- способ выплавки указывается так: ВД ― вакуумно-дуговая печь, ВИ ― вакуумно-индукционная;
- для омедненной проволоки ставится О, для электродной Э;
- далее идёт указание ГОСТа.
Активированная проволока имеет в своём составе порошковые добавки, но они расплавлены в проволоке или запрессованы фитилём вовнутрь, и их всего 5-7% от общей массы. Предназначена эта проволока для работы в углекислом газе. Преимущество активированной проволоки перед порошковой ― использование оборудования для сварки проволокой сплошного сечения.
Порошковая проволока имеет сложное строение. Берётся металлическая лента, из которой холодным формованием изгототавливается трубка. Внутрь этой трубки засыпается металлический порошок и флюсы. Такая проволока должна стабильно гореть и равномерно плавиться, а шлак, возникший благодаря флюсам, должен равномерно покрывать шов.
Не везде можно подобраться флюсовой сваркой, сквозняки могут сбивать аргоновую защиту, но ничто не помешает металлу проволоки, электричеству и основному металлу сформировать дугу. Металл, содержащийся в оболочке порошковой проволоки, составляет всего лишь около половины её состава. Остальная часть ― это очень значительное сопротивление, поэтому ток, проходя по проволоке, в первую очередь плавит металл её оболочки, попадая в сварочную ванну.
Остальная часть плавится благодаря дуге, и флюсы покрывают сварочную ванну, не пропуская ко шву кислород и другие газы. Помимо хорошей защиты шва порошковая проволока может применяться для сварки полуавтоматами, то есть увеличивая производительность сварочного процесса.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q