+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Горячая сварка – один из самых распространенных монтажных процессов, которые используются в строительстве и промышленности. Ее применяют как в высокотехнологичных операциях по сборке оборудования, так и в простейших типовых работах при соединении несущих конструкций. В каждом случае используется своя техника сварки, оптимально подходящая по эксплуатационным параметрам, условиям работы и требованиям к результату.
Горячая сварка – один из самых распространенных монтажных процессов, которые используются в строительстве и промышленности. Ее применяют как в высокотехнологичных операциях по сборке оборудования, так и в простейших типовых работах при соединении несущих конструкций. В каждом случае используется своя техника сварки, оптимально подходящая по эксплуатационным параметрам, условиям работы и требованиям к результату.

Что такое сварка?
В классическом представлении сваркой называют технологию формирования соединений неразъемного типа за счет создания межатомных структурных связей на фоне термического воздействия. Иными словами, под высокой температурой обеспечивается пластическая деформация заготовок и последующий обмен частиц между ними, что приводит к образованию соединения после остывания материалов. Сама техника сварки лишь обеспечивает нужные условия для приведения металлов в необходимое состояние. В нормальном температурном режиме металл – это структура из твердых кристаллических частиц, но по достижению определенного показателя нагрева материал размягчается. При этом надо подчеркнуть, что температурное воздействие несет не только положительные с точки зрения возможностей монтажа эффекты. Также возникает окисление металлов, образование трещин в неподходящих местах из-за внутреннего напряжения, происходит общее коробление и деформация. Исключить и минимизировать подобные явления можно только путем правильного подбора оборудования и организации сварочного процесса.
Сварные швы и соединения
Для понимания целей пластической деформации металла следует определить, для каких именно конструкционных задач выполняется операция сварки. В большинстве случаев необходимо получить соединение двух заготовок или конструкций с деталями. Конфигурации соединений бывают разными – угловыми, стыковыми, тавровыми и т.д. С точки зрения формирования кромок техника сварки швов позволяет формировать соединения без скосов, с отбортовкой, а также со скосами в разных формах. Одним из самых сложных скосов считается Х-образный, при котором происходит сопряжение двух прямо- или криволинейных кромок. Хотя одним из главных требований к сварному соединению является герметичность, в некоторых случаях стоят вполне четкие задачи по формированию отверстий в стыке. Например, при соединении элементов путем нахлеста и без кромочного скоса может быть образовано удлиненное отверстие, которое в дальнейшем используют уже для других конструкционных задач.

Разновидности сварочного процесса
Сам подход к технической организации сварки может отличаться как параметрами рабочей среды, так и механикой воздействия на целевой материал. К наиболее популярным технологиям сварки можно отнести следующие:
- Дуговая сварка. Между поверхностью свариваемой конструкции или детали образуется электрическая дуга, тепловое воздействие которой приводит к расплавлению материала. Данный способ может быть ручным, механизированным или автоматическим. Например, техника дуговой сварки автоматом предусматривает подачу электродной проволоки специальным оборудованием, освобождая руки оператора.
- Газовая сварка. Если в предыдущем случае источником тепла выступает электрическая энергия, то при газовой сварке используется газокислородное пламя температурой 3 200 °С. При этом не следует путать с этим методом комбинированные способы, при которых также используют газовые смеси, но не в качестве источника высокой температуры, а для изоляции сварочной ванны.
- Электрошлаковая сварка. Воздействие на материал обеспечивается электрическим током, а в качестве проводника и модификатора энергии выступает расплавленный шлак.
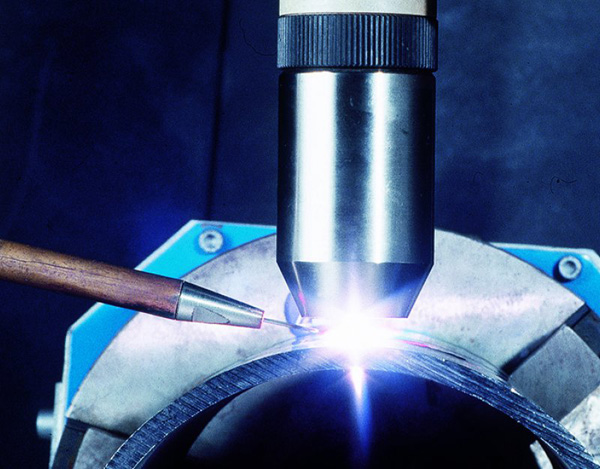
- Плазменная сварка. Высокотемпературный способ сварки, при котором задействуется плазменно-дуговая струя с тепловой энергией до 10 000 °С.
- Лазерная сварка. Метод основывается на применении фотоэлектронной энергии. Плавление деталей происходит под усиленным воздействием светового луча, выпускаемого лазером.

Аппараты для производства сварки
Для выполнения сварочных операций обычно применяется несколько технических средств, в числе которых инвертор, выпрямитель и трансформатор. В каждом случае главной задачей основного аппарата для сварки является обеспечение постоянного тока. Качественное оборудование снабжает рабочую зону ровной и стабильной электрической дугой. Разумеется, это касается электрических технологий сварки. Техника сварки в газовых средах реализуется посредством горелок и редукторов, которые регулируют подачу газовой смеси от баллона. Также и в случае с плазменной сваркой применяются специальные аппараты-плазмотроны, способные работать с заготовками толщиной до 30 мм. Причем надо подчеркнуть, что газовое и плазменное оборудование преимущественно ориентируется не на традиционные задачи соединения металлических деталей, а на резку материала под термическим воздействием.
Техника выполнения шва
Несмотря на огромную роль оборудования, многое в сварочных работах зависит от навыков и умений оператора, контролирующего весь процесс. Задача пользователя аппаратуры заключается в управлении электродом и подачей расходных материалов, присутствующих в сварочной ванне, где образуется шов. Ключевым фактором является положение оператора и направление шва. Специалисты рекомендуют выполнять работы по возможности в нижнем положении, обеспечивая наплавку шва валиком с уширением. Желательно добиваться глубокого проплавления, что сделает структуру соединения более однородной и прочной. В технике ручной сварки особенно важен этап зачистки шва от шлака и подтеков. Если подобные изъяны не удалось исключить в ходе основной части работ, то придется выполнять второй слой наплава. Обычно основной первый слой достигает 3-4 мм по толщине, а последующие – до 5 мм.
Особенности сварки под флюсом и в газовых средах

Чтобы не приходилось корректировать технику выполнения сварки в процессе работы, рекомендуется изначально просчитывать технологические нюансы, которые могут повысить качество результата. Сварка под флюсом и в газовой среде отличается своей ориентацией на защищенность шва от негативного влияния внешней среды и расплава. Например, при выполнении техники газовой сварки с подачей аргонных смесей снижается негативное влияние кислорода, который ухудшают качество структуры шва. Что же касается флюса, то его включение в первую очередь минимизирует разбрызгивание расплава, а во вторую – модифицирует состав шва путем включение специальных добавок, которые активизируются под высокими температурами.
Параметры организации сварочного производства
В производственном режиме организации сварочных работ учитывается сразу несколько факторов трудовой деятельности, в числе которых следующие:
- Соотношение трудоемкости операции и временной нормы на ее выполнение.
- Объем работ – норма выработки, которую выполняет сотрудник или бригада за 1 час. Например, при технике ручной дуговой сварки могут учитываться метры выполненного шва или количество смонтированных деталей.
- Единица обслуживания. В данном случае понимается рабочее место, единица оборудования или площадка для сварочных работ, в пределах которой также организуется деятельность одного сотрудника или бригады.
Техника безопасности при организации и производстве сварки

Сварочный процесс предполагает множество рисков и опасностей с точки зрения угроз для здоровья человека. В нормах техники безопасности при сварке внимание уделяется сразу нескольким факторам угрозы:
- Излучение сварки. Инфракрасное излучение при ярком свечении негативно действует на глаза сварщика, поэтому в его экипировке наличие маски со специальными затемняющими стеклами и фильтрами является обязательным.
- Термомеханическое воздействие. Особенно при работе по дуговой методике опасны брызги расплава. По сути, это жидкий раскаленный металл, который может привести к тяжелым ожогам при контакте с кожей. Для защиты от искр и горячего металла применяется специальная термозащищенная одежда.
- Риск пожара. Высокая температура и брызги раскаленного материала повышают угрозу возгорания. Об этом стоит подумать еще на этапе организации процесса, удалив с рабочей зоны легковоспламеняемые предметы.
- Защита органов дыхания. Токсичные газы и выделение других опасных веществ при термическом разрушении металлической структуры также является фактором опасного воздействия. В данном случае недостаточно использовать маски и средства респирации. Обязательным условием в длительных рабочих процессах является активная система вентиляции в замкнутом пространстве и регулярные 5-10-минутные рабочие перерывы.
Ошибки при сварке
В силу сложности сварочного процесса допущение технологических ошибок не является чем-то исключительным. К наиболее распространенным из них можно отнести следующие:
- Обрыв дуги. Электрическое тепловое воздействие не было доведено до конца планируемого шва, из-за чего может образоваться углубление с трещиной на краю соединяющей линии.
- Плохо укрепленный шов с утончением металла на границе стыка (порез). Обычное явление при технике сварки, выполняемой в условиях высокого напряжения. В идеале порезы не должны иметь глубину более 1 мм, иначе понадобится дополнительная заварка.
- Точечное отсутствие прямого соединения в структуре шва между заготовками. Иными словами, оставшийся непровар, который возникает из-за неточного направления электрода при формировании дуги без учета глубины термического воздействия.
Заключение

При всей технологической сложности сварочных работ, методы их выполнения становятся все доступнее рядовому домашнему мастеру. В значительной степени это связано с тем, что техника сварки становится более эргономичной и безопасной. Например, современные инверторы позволяют удобно контролировать основные рабочие показатели процесса, учитывая характеристики металла и условия внешней среды. От пользователя требуется лишь правильно организовать рабочую зону и надлежащим образом контролировать электрическую дугу при формировании шва.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q