+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Кузнечная сварка – это, пожалуй, самый старинный способ связи металла. Кузнечное дело являлось единственным методом обработки стали в течение нескольких тысячелетий, пока в XIX веке специалисты не освоили литейное производство.
Кузнечная сварка – это, пожалуй, самый старинный способ связи металла. Кузнечное дело являлось единственным методом обработки стали в течение нескольких тысячелетий, пока в XIX веке специалисты не освоили литейное производство.

А в XX столетии получил развитие технологический прогресс, в результате которого человечеству стали доступны иные прогрессивные способы связи металлов. Из-за этого ковка утратила свою актуальность. Сегодня это ремесло существует лишь формально, по желанию некоторых специалистов кустарного производства.

Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.

Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Особенности
Податливость к соединениям, благодаря термической диффузии, с использованием высокого давления, при доведении материала до мягкого пластичного состояния, как правило, у разных наименований металлов и составляющих имеет существенные различия. Таким образом, податливыми к соединениям считаются низкоуглеродистые стали с процентным содержанием углерода, не превышающим 0,6 %. В случае увеличения процентного содержания, общая способность к сочетаниям ослабевает.
Плохо поддаются ковке легированные стали, а также цветные металлы, включая их сплавы. Кроме этого, все разновидности чугуна совершенно невозможно соединять данным путем. Основной преградой для процесса соединения в процессе термической диффузии является образование прослойки из окалины на разогретой поверхности. Эту прослойку формируют тугоплавкие окислы под наименованием FeO и Fe3O4, обладающие слабой способностью расплавляться при воздействии температуры, которой достаточно для ослабления основной поверхности метала.
Для снижения влияния окислов, создающих помехи, поверхность, которую предполагается подвергать процедуре, покрывают специальными флюсами для кузнечной сварки. Они носят кислотный характер. Чаще всего для этой цели используют поваренную соль или борную кислоту. Также может подойти прокаленная бура для кузнечной сварки. В иных случаях использование флюса замещается некоторыми подручными материалами. Таким, к примеру, может стать стеклянный бой, а также мелкий песок с речного берега, способный заменить кузнечную сварку бурой.
Данная сварка считается одним из сложных процессов в технологическом плане, так как требует от специалиста многих знаний и практических навыков. Для примера следует понимать, что способность к соединению металла появляется лишь при достижении определенной температуры. В случае недостаточного разогрева поверхности получится дефект, называемый непроваром. А если метал перегреть, то образуется прожог, который также не приведет изделие к качественной форме.
Способы
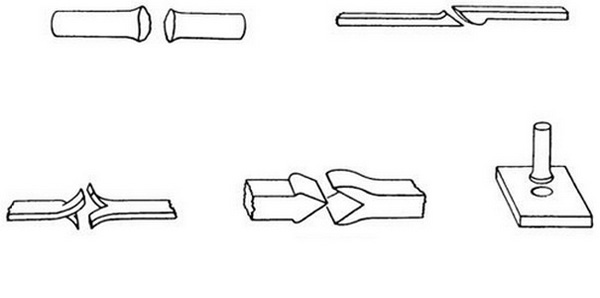
Встречается ряд несложных способов соединений, которые не требуют проведения длительных подготовительных действий при проведении кузнечной сварки. Используют следующие названия техник:
- внахлест;
- встык;
- в обхват.
Условия
Для выполнения действий с применением данных техник следует придерживаться только одного обязательного правила – торцы заготовок должны иметь выпуклую форму, а также иметь утолщения на своих концах. Такое условие необходимо соблюдать потому, что в процессе осуществления соединений методом кузнечной сварки во время разогрева заготовки на поверхности металла формируется шлаковая пленка. А если поверхность имеет выпуклости, то частицы шлака могут выдавливаться наружу. Утолщения, сформированные на концах заготовок, предназначенных для ковки, служат технологическим резервом в процессе приобретения требуемой формы.
Иные технологии
Также существуют более сложные технологии кузнечной сварки, которые позволяют создавать изделия, играющие роль составляющих в сложных механизмах или представляют декоративные элементы в различных дизайнерских композициях:
- Одним из таких способов служит проверенная сварка в расщеп. Такую технику использовали раньше, соединяя полосы из стали, в процессе изготовления металлических шин, необходимых деревенским телегам.
- Следующий способ – это сварка с использованием шашек. Такая техника эффективна при соединении габаритных составляющих.

Для проведения сварки в расщеп обрабатываемые края полос проходят специальную подготовку. Их сперва оттягивают, а затем разрубают таким образом, чтобы перед проведением сварки появилась возможность соединения путем перекрытия. Только после этого фрагмент разогревается до достижения требуемой температуры и сваривается при помощи ковки. Второй способ кузнечной сварки стали предполагает использование дополнительного элемента. Данные элементы называются шашками.
Область применения
Кузнечная сварка сегодня уже не служит основным способом соединения металлов. Ее используют в основном для изготовления сложных металлических составляющих в затейливых узорах мастеров художественной ковки. Художественная сварка металлических фрагментов позволяет создавать самые невероятные формы, украшающие различные фасады.

Кроме этого, данный способ сварки иногда находит применение для изготовления некоторых ручных инструментов, необходимых в быту. А промышленное значение она утратила в связи с низкой производительностью на фоне иных способов соединений.
Минусы
К недостаткам этой технологии относят:
- низкую скорость нагрева;
- недостаточную прочность полученных соединений;
- существенную неоднородность прохождения процессов осадки;
- требования высокой квалификации от исполнителей.
Лишь единичные подразделения промышленности продолжают использование кузнечной сварки. В настоящее время помощью данной технологии продолжают изготавливать металлические водопроводные трубы, диаметр которых не превышает 100 мм. Создавая условия для проведения этой процедуры, полосовую сталь разогревают в специальных печах, а после прокатывают линейно через свертыши. Далее протаскивают волоком через оправки на высокой скорости. Таким путем происходит общая сварка шва водопроводной трубы под влиянием высокого давления.

Также в промышленном масштабе кузнечная сварка до сих пор используется при изготовлении сложных биметаллических пластин. Обычно для этого используют совместный прокат раскаленных заготовок через специальные вальцы или применяют метод прессования, с использованием термических печей, имея условия вакуума. Кузнечная сварка позволяет придавать многослойную структуру изделиям, что в некоторых случаях имеет большое значение.
Оборудование и материалы
Чтобы устроить небольшую кузницу для кустарного производства некоторых изделий или изготовления элементов художественной ковки, необходимо не так уж и много всего.
При наличии определенного оборудования и немногочисленных инструментов, можно запросто наладить собственное производство кузнечной сварки металла:
- В первую очередь, нужен один стационарный горн и один портативный. Это специальное приспособление, необходимое для разогрева свариваемых поверхностей. Портативным горном может вполне стать обычный бензиновый автоген.
- Дальше требуется группа наковален. Важно, чтобы обязательно была как большая, так и маленькая. К тому же недостаточно иметь только двурогую наковальню. Однорогая тоже должна присутствовать.
- Набор кузнечных клещей, составленный из как можно большего числа размеров.
- Набор кузнечных молотов, который позволит осуществлять основной процесс ковки.
- Две емкости, предназначенные для охлаждения материалов. Одну из них необходимо заполнить водой, а другую маслом.

Важно
Обязательно необходимо обеспечить кузницу всеми необходимыми средствами безопасности. Кроме этого, в комплектации следует иметь индивидуальные средства защиты – стеклянные очки, защитный кожаный фартук, плотные холщовые рукавицы.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q