+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В настоящее время нельзя назвать популярной сварку угольными электродами. Однако сказать, что она совсем утратила свою актуальность, тоже нельзя. Сегодня сварку с использованием угольных электродов до сих пор используют в промышленных масштабах, в условиях предприятий.
В настоящее время нельзя назвать популярной сварку угольными электродами. Однако сказать, что она совсем утратила свою актуальность, тоже нельзя. Сегодня сварку с использованием угольных электродов до сих пор используют в промышленных масштабах, в условиях предприятий.
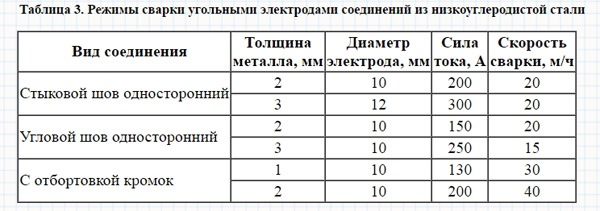
Применяется такая сварка углеродными электродами для сваривания изделий из низкоуглеродистой стали, толщина которой составляет до 3 мм, а также для сварки и ремонта деталей, изготовленных из цветных металлов, или же сплавов, а также из чугунных изделий.
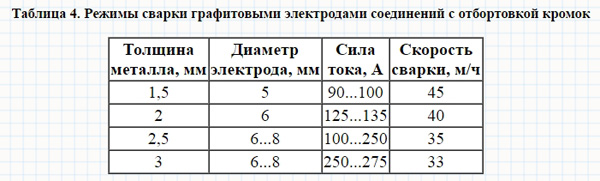
В процессе сварки, как вы уже догадались, используют угольные электроды, в том числе, применяются и графитовые электроды. Рабочий конец таких электродов затачивается на определенную длину (в зависимости от диаметра электрода), примерно на 10-20 мм, делая его в виде конуса, с притуплением в 1-2 мм. В процессе сварки, возникает электрическая дуга между рабочим концом электрода и деталью, которая подвергается сварке. Такую дугу называют дугой прямого действия. Что касается косвенного действия, то такая дуга возникает между 2-мя электродами.
Примечательно, что графитовые или угольные электроды практически не расплавляются, из-за чего их расход минимален, и уходит, в основном на испарение. В результате сварки угольным электродом, образуется шов, за счет расплавления основного металла, а также присадочного прутка, если такой в процессе сварки был использован. Дуга прямого действия проходит при постоянном токе прямой полярности. Это, в свою очередь, позволяет сделать дугу достаточно устойчивой, существенно сократить расход электрода, а также предохранить металл от науглероживания.
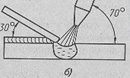
Непосредственно перед самой сваркой, кромки подготавливают и делают им отбортовку. Собирают кромки с помощью точечной сварки и струбцин, различных зажимов и прихваток которые обеспечивают плотное прилегание.
Работая угольными электродами, кромки расплавляются без использования присадочного материала. Но, в случае если сварщик имеет дело с большими зазорами или случайными прожогами, он обязан использовать проволоку с диаметром в 1,5-2 мм, постепенно подавая её в дугу для качественной сварки.
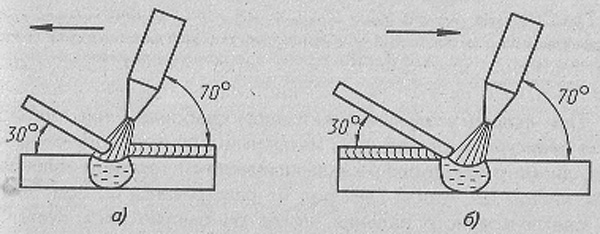
Обратите внимание, что сварка угольным электродом выполняется исключительно в нижнем положении. Электрод во время поджигания дуги держат на коротком расстоянии (чтобы дуга была короткой) и двигают им короткими, поперечными движениями. Так делается в случае ручной сварки.
В случае автоматической сварки угольным электродом, дуга поджигается за счет замыкания дугового промежутка, а электрод перемещают без поперечных колебаний. При установке угольного электрода в держатель, его вылет должен составлять не более 75 мм. Для того чтобы стабилизировать дугу во время сварки, дополнительно применяют пасты и порошки, а для улучшения качества сварных швов применяют флюсы.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q