+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Подготовка металла при кузнечной сварке достаточно проста и нетороплива. Так, для начала необходимо тщательно очистить поверхность от различных окалин, мусора, кварцевых частиц или окислов.
Подготовка металла при кузнечной сварке достаточно проста и нетороплива. Так, для начала необходимо тщательно очистить поверхность от различных окалин, мусора, кварцевых частиц или окислов.

Кстати, избавиться от окислов можно при помощи химической чистки, или же применяя флюс, который образует с окислами металлов, так называемые, легкоплавкие соединения. Такие соединения будут легко извлекаться из поверхностей, стыков и других мест, где будет происходить горновая сварка. Таким образом, в первую очередь, поверхность должна быть совершенно чистой, перед процессом кузнечной сварки.
Во время нагревания стали, на ее поверхности образуется желтая окалина. Она состоит из окислов «ферума», является достаточно тугоплавкой и не расплавляющейся при температурах белого каления. Избавиться от таких окислов можно с помощью офлюсовывания или же ошлакивания, а также с применением таких же окислов, однако кислотного характера. В роли флюсов во время горновой сварки, может выступать бура и борная кислота, кварцевый песок или поваренная соль, крошка стекла и так далее.
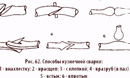
После того, как деталь нагрета и офлюсована, на ней происходит операция осадки. Эта осадка вызывает значительные деформации в металле, которые образуются вдоль всех поверхностей соединения. Сама же величина удельного давления, которое возникает при осадке, зависит от нескольких факторов – температура нагрева изделия, и свойства металла, из которого состоит деталь. Чем выше эта температура – тем ниже необходимо давления, и поэтому, но может производиться с применением ручной силы. В такой способ может получиться, например, листовая сталь.
Во время горновой сварки существует высокая вероятность образования и оставления окислов, окалин и прочих загрязнений, которые мешают сварке. Поэтому, во время нагрева до пластического состояния, у сварщика, есть возможность с легкостью избавиться от этих загрязнений. Также, во время горновой сварки, всегда стремятся увеличивать поверхности соприкосновения частей, поэтому поверхности перед сваркой, должны быть подготовлены и разделаны.
Горновая сварка имеет недостатки, и это естественно. Например, это медленно время нагревания металла, и как результат – низкая производительность во время процесса. Также сюда входит и сложность осадки, поэтому для данной работы требуются квалифицированные рабочие. И, конечно же, наиболее существенным недостатком является ненадежность получаемого соединения. Ведь этот способ является весьма устаревшим, и соединение, получаемое в таком случае, является ненадежным потому, что происходит как бы сцепление, а не сплавление двух металлов. Поэтому горновая сварка не используется в случаях, когда требуется высокая надежность к изделию.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q