+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Современная промышленность — это применение новых технологий и материалов. Одно из направлений развития заключается в повышении потребительского качества продукции: увеличение срока эксплуатации, повышение прочности с одновременным снижением веса. Уменьшение массы осуществляется применением легкого металла — титана и сплавов на его основе. Вариантов соединения отдельных элементов конструкции много, один из них — сварка титана.
Современная промышленность — это применение новых технологий и материалов. Одно из направлений развития заключается в повышении потребительского качества продукции: увеличение срока эксплуатации, повышение прочности с одновременным снижением веса. Уменьшение массы осуществляется применением легкого металла — титана и сплавов на его основе. Вариантов соединения отдельных элементов конструкции много, один из них — сварка титана.

Свойства титана
Металл с серебристо-белым отливом. Легкий, 4505 кг/м³. Температура плавления ≈1650°C. Вязок, при обработке возможно налипание на режущий инструмент. В нормальных условиях покрыт окисной пленкой, предохраняющей металл от коррозии.

Кристаллический титан
Химически активен, стружка легко воспламеняется в воздухе. Отличается пластичностью, легко поддается обработке давлением. Из-за высокой химической активности сварка титана производится в среде защитных газов.
Основные способы сварки титана
Химические свойства металла накладывают отпечаток на технологию при сварочных работах с титаном. Небольшие добавки водорода в структуру сплава ухудшают его механические и физические свойства. Повышение температуры вызывает разрушение пассивной окисной пленки, препятствующей коррозии — металл активно вступает в реакцию с кислородом и азотом воздуха.
Сварка титана и сплавов на его основе должна производиться с учетом физико-химических свойств. Основные виды соединений: Электродуговая сварка в облаке защитного газа посредством расплавляющегося или неплавящегося электрода; Электродуговая сварка с использование флюса; Электрошлаковый способ соединения деталей; Сварка по электронно-лучевой технологии; Точечная сварка (контактный вид стыковки). Из специализированных методов стоит отметить «холодный» метод (соединение прессованием) и плазменно-лучевую сварку.
Соединение в среде инертного газа
Самый применяемый способ. Основан на использовании электродуговой сварки неплавящимся электродом (вольфрамовый сплав) в газовой среде из аргона (смеси аргона с гелием). Суть процесса — создание зоны расплава под местной защитой.

Сварка титана в среде аргона
Технология:
1. Подготовленные (обезжиривание, очистка) детали устраиваются на медной подкладке. Вдоль зоны расположения шва в подкладочном металле выточена канавка, по которой подается аргон;
2. Защитный газ подается из горелки. С целью расширения зоны защиты применяются специальные накладки. Дополнительный изолятор от воздействия окружающей среды — бескислородный флюс в виде пасты, который обеспечивает защиту с двух сторон шва;
3. Сварка титана осуществляется на постоянном токе с обратной или прямой полярностью. Последний метод используется при обработке металла посредством полуавтомата;
4. В точке соединения под воздействием высокой температуры (до 6000°C) образуется сварная ванна. Жидкий металл вытесняется силой давления газа и электродуги. Образовавшееся углубление способствует лучшим технологическим условиям стыковки. Появляется возможность качественнее проплавить титан, обеспечить более надежную защиту за счет нагнетания аргона в область расплавленного металла.
Нюансы работы
На качество шва, кроме квалификации сварщика, влияют правильно подобранный состав газа, электрод и режимы работы аппарата.
1. Аргон способствует созданию узкого и глубокого канала сварки. Расход меньше в 1.5-2 раза, по сравнению с гелием. Последний повышает теплоотдачу электродуги, увеличивает скорость обработки (соответственно, производительность);
2. Электрод изготавливается из вольфрама. Но, при всех своих свойствах, чистый вольфрам (W) не может обеспечить оптимальный режим процесса. Добавка оксида лантана (La2O3) дает возможность увеличить силу тока до 50%, снизить загрязнение сварочной ванны вольфрамом, продлить срок эксплуатации электрода;
3. Угол заточки электрода влияет на глубину проплавления. Диапазон параметров 30-45°. Увеличение показателей снижает глубину расплава. Качественный шов получается при низкой шероховатости (полировка) конуса электрода;
4. Прямая полярность обеспечивает концентрацию теплового потока на детали, что способствует более глубокому проплавлению. Обратная — снижает глубину шва. Применима при стыковке тонколистовых материалов (до 1.5-2 мм).
В бытовых условиях сварка титана возможна только на полуавтоматическом аппарате с применением неплавящегося электрода и аргона. Ограничение — наличие достаточно сложного комплекта оборудования.
Использование флюса
Плюс этого способа — получение качественного и прочного шва. Использование флюса способствует образованию металла с мелкозернистой, следовательно, более плотной и прочной структурой.
Особенности:
1. Флюсовый материал перед применением высушивают при температуре ≈250°C. Обратная сторона защищается флюсовой подушкой или флюсомедной подкладкой. Основная — защитной пастой с высотой буртика равным или больше вылета электрода (14-22мм);
2. Марки защитных составов: для соединения материала толщиной до 8мм используется АНТ-1 или АНТ-3. Толстые заготовки — АНТ-7;
3. Допускается применение распространенной аппаратуры. Режим: постоянный ток обратной полярности. Средние значения тока: 600-650A.
Электрошлаковый метод
Суть процесса — нагрев металла при прохождении тока через слой расплавленного флюса. Источник тока — трехфазный трансформатор, вырабатывающий переменный ток с жесткой характеристикой. Используется защитный состав на основе флюса марки АНТ-2 и аргон.
Электронно-лучевой способ
Основан на применении электронной пушки, вырабатывающей остронаправленный пучок заряженных частиц. Процесс проводится на вакуумной установке. Это способствует получению высокой чистоты и дегазации расплавленной ванны металла. Толщина свариваемых деталей 0.02-100мм.
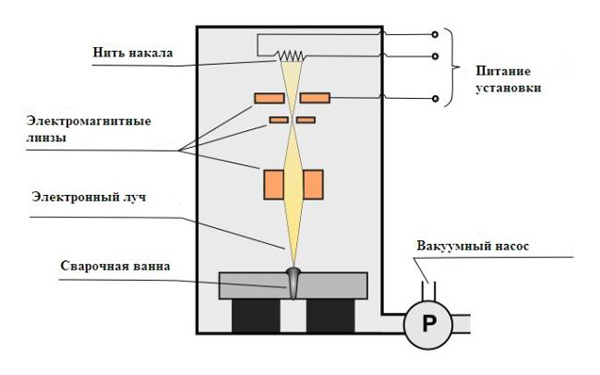
Электронно-лучевая сварочная установка
Контактная сварка
Сварка титана методом точечного контакта стала возможна благодаря: высокому электрическому сопротивлению в зоне контакта; малому коэффициенту теплопроводности; отсутствием необходимости использовать защитный газ: детали плотно прилегают друг к другу и обжимаются в процессе сварки.
Процесс проводится на аппаратах средней мощности в режиме постоянного или переменного тока (одно- или трехфазной направленности). Тонколистовые материалы, при достаточной квалификации мастера, можно попытаться соединить посредством клещей (ручной сварочный аппарат). Важно подобрать необходимый режим, чтобы не прожечь металл или, наоборот, не потратить усилия впустую. Чем варить титан, какие применять режимы сварки, определяется технологическим процессом, учитывающим вид шва, материал и его толщину. Важна квалификация мастера, работающего с титаном и сплавами на его основе.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q