+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Сварка неповоротных стыков также подразумевает некоторые особенности, которые необходимо обязательно учитывать при сварочном процессе.
Сварка неповоротных стыков также подразумевает некоторые особенности, которые необходимо обязательно учитывать при сварочном процессе.
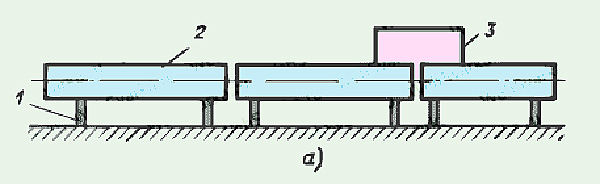
а - сборочный стенд; 1 - стеллажи; 2 - смонтированные трубы; 3 - палатка для защиты
Так, при выполнении правильной сварки неповоротных стыков, конечный результат получается максимально удачным, а эксплуатация трубопровода в таком случае, более чем гарантировано. Если же выполнить сварку неповоротных стыков с некоторыми огрехами и допущенными ошибками, конечный результат может не порадовать – возможность разного слоя сварки, образование свищей, не надежных проваров и так далее. Что ж, давайте посмотрим, каким образом правильно выполнить сварку неповоротных стыков.
Начнем с того, что неповоротные стыки труб, имеющих толщину стенки до 12 мм, как правило, свариваются в три слоя. Каждый слой должен иметь определенную высоту, и в этом случае, он не должен превышать 4 мм. Ширина же слоя, исчисляется исходя из диаметра электрода, с помощью которого проводятся работы, и обычно, она равна 2-3 диаметрам этого электрода.
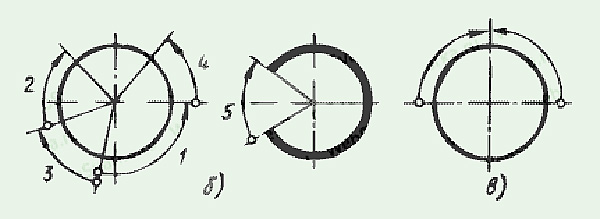
б - очередность для сварки шва;
в - очередность сварки первого корневого шва (поворот детали на 90°)
Если же вы имеете дело со стыками труб, имеющих более 300 мм в диаметре, трубы необходимо сваривать обратно-ступенчатым способом. Каждый провариваемый участок должен иметь длину около 150-300 мм, и должен выдерживаться последовательный порядок наложения швов. Так, первый слой сварки наносится при помощи поступательно-возвратного движения электрода, с установленной задержкой дуги в сварочной ванне. При этом, устанавливает определенная величина тока, которая равна 140-170 А. Это, в свою очередь, позволяет проплавлять кромки стыков с образованием, так называемого, ниточного валика, с высотой 1-1,5 мм на его внутреннюю сторону. Здесь же, на кромки, которые свариваются, не должны попадать сварочные брызги, и сварку нужно выполнять предельно аккуратно, без допущения прожогов. Чтоб это удалось, необходимо держать короткую дугу, а при ее отрывании от ванной, удалять не более чем на 1 или 2 мм. Перекрытие одного слоя другим должно быть в районе 20-25 мм.
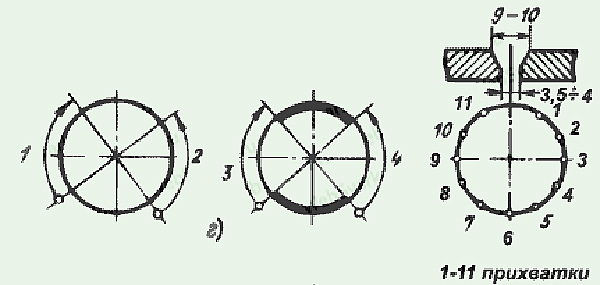
г - очередность сваривания 1-го корневого шва с поворотом детали на 180°
Нанесение второго слоя сварки, точно такое же, как и нанесение первого. Так, необходим электрод, который при сварке второго слоя будет иметь поперечные колебания, в направлении от одной кромки к другой. Работая над слоями, поверхность каждого слоя может получиться или вогнутой, или наоборот – слегка выпуклой, и это нормально. Однако если шов будет иметь слишком большую выпуклость, это может стать причиной некачественного провара.
д - очередность сваривания стыков внутри труб
Чтобы облегчить наблюдение за зоной сварки, при нанесении последнего слоя, на поверхность предпоследнего слоя накладывают кромки таким образом, чтобы поверхность слоя на 1-1,5 мм была ниже, чем свариваемые кромки. Завершающий слой сварки выполняется с усилением. Для этого, необходимо сделать его на 2-3 мм шире, и на 2-3 мм выше, чем разделочные кромки. Однако при этом, он должен иметь плавный переход от наплавленного металла (то есть, шва) к основной поверхности трубы.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q