+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В электротехнической промышленности часто пользуются соединением алюминиевых и медных деталей. Например, когда это нужно сделать для перехода по высоковольтным линиям от алюминиевых проводов до медных или наоборот. Ведь медь обладает куда лучшими электрическими свойствами, нежели алюминий, однако использовать всюду медные провода очень и очень нерационально. Именно поэтому и необходимы операции по сварке и спайке меди и алюминия, и это лишь один из примеров. Впрочем, рассмотрим особенности такого соединения.
В электротехнической промышленности часто пользуются соединением алюминиевых и медных деталей. Например, когда это нужно сделать для перехода по высоковольтным линиям от алюминиевых проводов до медных или наоборот. Ведь медь обладает куда лучшими электрическими свойствами, нежели алюминий, однако использовать всюду медные провода очень и очень нерационально. Именно поэтому и необходимы операции по сварке и спайке меди и алюминия, и это лишь один из примеров. Впрочем, рассмотрим особенности такого соединения.
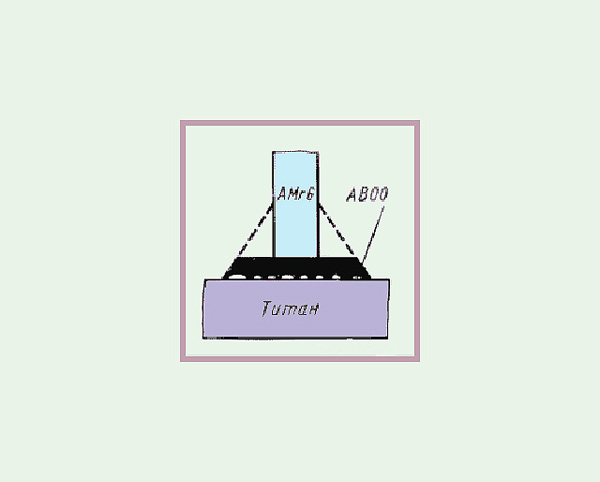
Схема сварки алюминия с титаном
Сварка алюминия с медью и ее сплавами
Лучше всего сварка меди и алюминия происходит при помощи аргонной сварки с применением вольфрамовых электродов. Также, часто пользуются методом спайки с специальных емкостях, в которые помещают алюминиевую и медную деталь, после чего, под воздействием высокой температуры, изделия сплавляются. Но, перед выполнением работ, необходимо подготовить металлы, и это является важной частью всего сварочного процесса. Так, при очистке меди, необходимо нанести на ее поверхность слой покрытия, который активизировал бы поверхность тугоплавкого металла, а также улучшил совмещение алюминия и меди. Впрочем, соединение этих двух металлов очень похоже на соединение меди со сталью, и придерживаются, ровно тех же значений и характеристик.
Сварка алюминия с титаном
Такая сварка также предусматривает использование аргонодуговой сварки с вольфрамовыми электродами. При этом, необходимо правильно подготовить титан – очистить кромки от загрязнений, а затем разогреть при температуре 800-850°С, в течение 1-3 минут. Затем кромки необходимо разделать по схеме V-образной разделки, а затем, наплавить на кромки слой алюминия – около 5-8 мм, используя проволоку типа АВ00 с диаметром 4-9 мм. Впоследствии, сварка происходит как обыкновенная сварка алюминиевых сплавов.
Сварка биметаллических изделий
На сегодняшний день, широко используются изделия, выполненные из биметаллического материала. Как ни странно, но такой металл также необходимо сваривать, и также необходимо знать, как это правильно сделать. Так, например, очень хорошим режимом для сварки биметалла, будут являться следующие характеристики:
- толщина биметаллических изделий 10-12 мм;
- использование аргонодуговой сварки с вольфрамовыми электродами;
- сварочный ток порядка 140-160 А;
- напряжение дуги около 15-18 В;
- скорость сварки 6-7 м/ч.
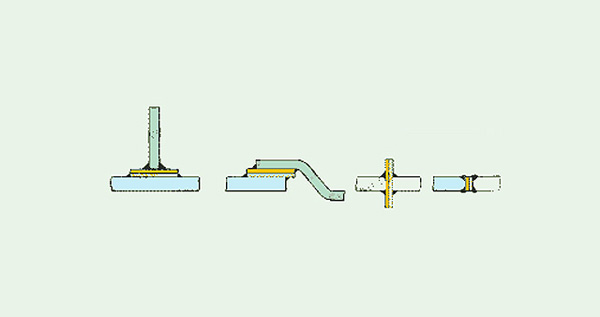
Способы сварки биметаллических изделий
Соблюдая следующие параметры, у сварщика существует высокая вероятность того, что конструкция изделия получится прочной и надежной, без возникновения трещин и образования пор в структуре металла.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q