+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Автоматической дуговой сваркой, называется такой вид сварки, при котором подача электрода в дугу и его перемещение, соответственно, и перемещение дуги по линии сварки, происходит в автоматическом, механизированном режиме.
Автоматической дуговой сваркой, называется такой вид сварки, при котором подача электрода в дугу и его перемещение, соответственно, и перемещение дуги по линии сварки, происходит в автоматическом, механизированном режиме.
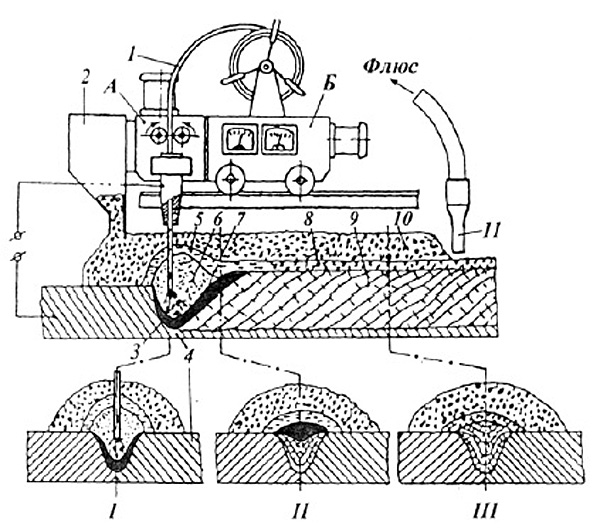
Схема для сваривания под флюсом: А – сварная головка; Б – механизм для перемещения; I, II, III – различные поперечные сечения.
Если же в процессе сварки предусмотрена только подача проволоки, при этом дуга перемещается вручную, такая сварка считается полуавтоматической. В принципе, это единственное различие между этими двумя видами сварки, так что в самом технологическом процессе сварки, нет никаких отличий. Но, мы остановимся на автоматической сварке, и посмотрим на нее поближе.
Сегодня, процесс механизации автоматической сварки является одним из самых важных достижений в современной сварочной технике, и в целом, в сварочном производстве. В сравнении с автоматической сваркой, все остальные виды являются слишком трудоемкими. Вот, например, ручная дуговая сварка – она требует большого числа квалифицированных работников, поэтому сравнительно дорогостоящая, а кроме того, применение ручной сварки не гарантирует однородности выпускаемых продуктов. Поэтому, на важных технических предприятиях, где продукция подлежит тщательной проверке, обязательно применяется автоматическая сварка.
Итак, о принципе работы автоматической сварки. Так, через передаточный механизм и специальные ведущие ролики, которые соединены с приводом электродвигателя, подается проволока. После того, как проволока преодолела эти ведущие ролики, а также специальный механизм, исправляющий ее кривизну (ведь проволока ранее была намотана на бухту), она попадает в специальный мундштук, или, так называемый, токопровод автомата, в котором прижимается к токоведущим контактам, и начинает по ним скользить, параллельно проводя сварочный ток, который питает дугу. При этом важно расстояние между токоведущими контактами и дугой – оно небольшое, всего пару сантиметров, поэтому это позволяет работать автомату непрерывно, с так называемым, возобновляемым электродом. Автомат подает проволоку самостоятельно, с одинаковой скоростью, причем при остановке процесса, подача прекращается, при начале – соответственно, возобновляется.
Если же по каким-то причинам, длина дуги увеличивается, скорость подачи проволоки также возрастает, поэтому длина дуги, и ее напряжение, стабилизируются до нормальных значений. Если же во время сварки возникает короткое замыкание, напряжение дуги падает практически до нуля, поэтому в этот момент направление подачи проволоки меняется на противоположное – проволока отдергивается. Таким образом, сварочный процесс начинается сначала, и при возобновлении дуги, проволока подается как обычно. Механическое передвижение электрода происходит при помощи специальных автоматизированных механизмов, которые программируются под специальную траекторию движения сварки.
Что ж, мы рассмотрели механику работы автоматической сварки. Стоит отметить, что подробная работа автоматической сварки очень трудоемка и сложна для понимания, поэтому для начала важно знать основной принцип работы такой сварки, и тогда самые сложные технологические процессы, будут осознаваться безо всякого труда.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q