+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Прежде чем перейти к особенностям технологии пневмоподжига, давайте разберемся, какие типы поджига существуют в плазменной резке.
Прежде чем перейти к особенностям технологии пневмоподжига, давайте разберемся, какие типы поджига существуют в плазменной резке.

Виды поджига дуги в плазморезах
Контактный (Lift) - тип поджига, при котором для появления дуги нужно коснуться резаком заготовки. Недостаток контактного способа в том, что появляется риск испортить металл. На сегодняшний день аппараты с контактным поджигом всё реже встречаются на рынке, уступая место более современным моделям.
Высокочастотный (HF) - этот тип поджига бюджетнее пневматического, но требует большего напряжения при розжиге дуги, создавая высокочастотные помехи на электроприборах - от станков с ЧПУ (Числовое Программное Управление) до кардиостимуляторов. Высокочастотный поджиг реализован, например, в аппарате TRITON CUT 200 HF W (на рынке пока нет аппаратов с пневмоподжигом мощнее 130А).
Пневматический (PN) - за счет более сложного внутреннего устройства создает минимальное количество электромагнитных помех и не выводит из строя оборудование. Единственный способ поджига, полностью безопасный для ЧПУ. Кроме того, такой тип поджига продлевает срок службы расходников и обеспечивает более стабильный цикл реза, что позволяет обрабатывать изделия без предварительной очистки от ржавчины и краски. Пневматический поджиг реализован в таких аппаратах как TRITON CUT 70 PN, TRITON CUT 100 PN, TRITON CUT 130 PN CNC.
Одна из главных особенностей пневмоподжига - подвижный электрод внутри плазмотрона, обеспечивающий небольшое расстояние между электродом и соплом. В этом случае для появления стартовой дуги между электродом и соплом потребуется меньше тока чем при HF розжиге, что гарантирует отсутствие электромагнитных помех, влияющих на работу станков с ЧПУ.
Еще одна особенность плазмотронов с пневмоподжигом - поступающий в резак газ разделяется на два потока:
- плазмообразующий (часто его называют режущий)
- охлаждающий и поддерживающий расстояние между электродом и соплом
В качестве газа в обоих потоках чаще всего используют сжатый воздух. Но бывает, что применяются разные комбинации воздуха (Air), аргона (Ar), водорода (H2), азота (N2), кислорода (O2) и их смеси.
Как устроен пневмоподжиг
До начала резки подвижный электрод касается сопла. При нажатии на кнопку плазмотрона, под давлением поступающего газа между электродом и соплом образуется небольшой зазор, достаточный для короткого замыкания между ними - так образуется стартовая дуга.
Как мы уже писали выше, поступающий газ разделяется на два потока. Часть воздуха, которая проходит между электродом и соплом, становится плазмообразующим газом, а другая часть поддерживает давление для сохранения расстояния между электродом и соплом и охлаждает плазмотрон.
Преимущества пневмоподжига
- Подходит для станков с ЧПУ.
- Не создает электромагнитных помех - благодаря тому, что расстояние между подвижным электродом и соплом совсем небольшое, поджиг пилотной дуги не создает высокочастотных помех, влияющих на работу электроники.
- Отличное качество реза - полученный в результате рез соответствует международным стандартам качества по чистоте и глубине отверстия.
- Не нужно предварительно очищать заготовку - даже если заготовка покрыта слоем краски или ржавчины, ее можно не очищать - потоку плазмы, полученному при пневмоподжиге это не помешает.
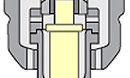
Плазмотрон с пневмоподжигом в разрезе

Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q