+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В этой статье мы разберемся, что такое плазменная сварка сосудов, и проведем ее сравнение с популярной TIG-сваркой.
В этой статье мы разберемся, что такое плазменная сварка сосудов, и проведем ее сравнение с популярной TIG-сваркой.
Для начала, обратимся к истокам. Львиную долю продукции предприятий химического машиностроения и производителей оборудования для пищевой промышленности в том или ином виде составляют сосуды, работающие под давлением. К материалам, используемых для производства данных конструкций, часто предъявляются повышенные требования к коррозионной стойкости, часто при наличии агрессивных сред. В то же время вещества, что находятся в подобных сосудах, могут иметь рабочий диапазон температур от 200 до 600 °С.
Подбор подходящей стали
Исходя из таких требований, наиболее оптимальным является применение в качестве основного материала сосуда коррозионостойких хромоникелевых сталей аустенитного класса. На постсоветском пространстве наиболее распространенной маркой стали является 12Х18Н10Т, которая в западных странах более известна как AISI 304.
Сварка сталей аустенитного класса, как известно, может быть связана с определенными трудностями: при использовании неподходящей схемы нагрева способа сварки, возможно образование холодных (кристаллизационных) трещин. Также большой проблемой может быть выгорание легирующих элементов (хрома и никеля), что приводит к снижению коррозионной стойкости. Если срок эксплуатации конструкции более 20 лет, то выгорание легирующих элементов может привести к межкристаллитной коррозии через десятилетия после отгрузки с завода.
Требования к сварному шву
Исходя из всех вышеизложенных особенностей, способ сварки должен обеспечивать: высокие механические характеристики (как следствие, мелкозернистую структуру металла), отсутствие выгорания легирующих элементов. Также при изготовлении оборудования для пищевой отрасли есть специфические требования к геометрическим размерам сварного шва – обратный валик должен быть минимальным или отсутствовать. Это связано с тем, что процесс сварки обычно производится с внешней стороны сосуда, и как следствие, обратный валик находится внутри сосуда. В случае, если валик имеет большую высоту, пищевые продукты в небольших количествах могут сосредотачиваться и задерживаться возле него. В последствии, при промывке этой емкости, пищевые продукты в данном месте почти не удаляются, и по окончании своего срока годности, могут испортить уже новые загружаемые продукты.
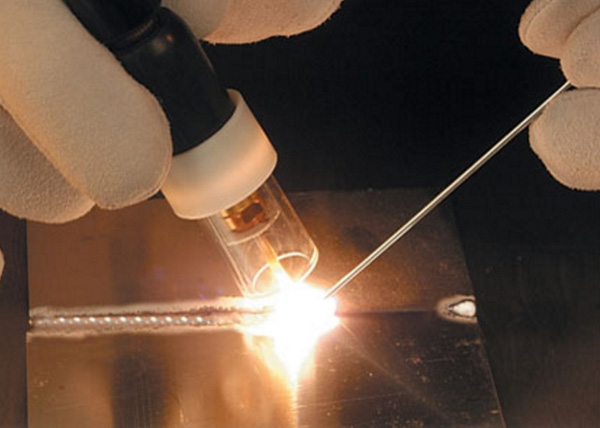
Именно для обеспечения этих требований используют TIG Cold Wire – способ сварки (сварка неплавящимся способом с подачей присадочной проволоки — ИНп). Сварка этим способом позволяет обеспечить сварному шву оптимальный обратный валик, способствует минимизации выгорания легирующих элементов. Также с присадочной проволокой возможно введение дополнительных элементов-аустенизаторов структуры стали. Но у способа есть и недостатки: скорость сварки в таком случае достаточно низкая: 150-300 мм/мин, а из-за «мягкости» режима (соотношения вложенной энергии в объем металла и времени ее воздействия на него) размер зерен становиться большим (т. н. «крупнозернистая» структура), что несколько снижает механические характеристики сварного шва.
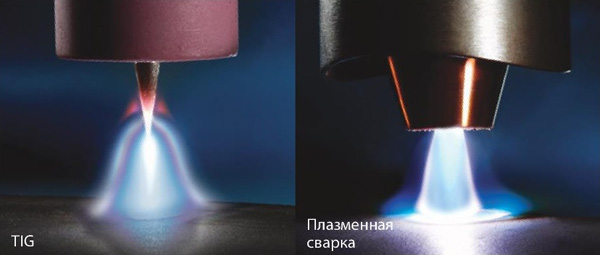
Плазменная сварка сосудов
В последнее время большое распространение плазменная сварка – способ, в котором источником тепла для процесса является плазменная дуга. Она позволяет нивелировать вышеизложенные недостатки ИНп способа сварки.
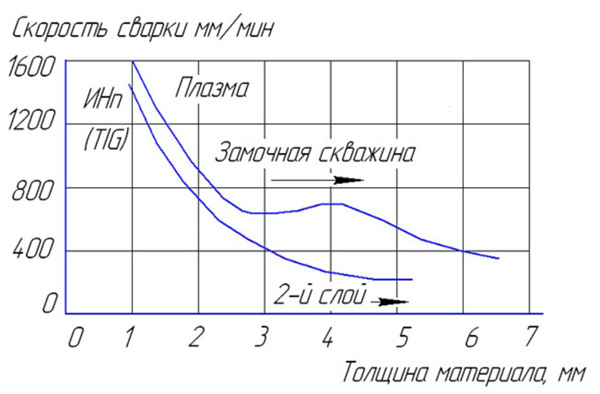
Основной технологической особенностью плазменной сварки является феномен, названный впоследствии процессом сварки «в замочную скважину» (англ. Key hole welding). Весь феномен состоит в том, что во время сварки поток плазменной дуги изначально образует в свариваемой заготовке сквозное отверстие, вокруг которого находится расплавленный металл. При последующем перемещении плазменной дуги расплавленный метал, который находится позади нее, под действием различных сил смыкается и образовывает единую сварочную ванну.
Сильные стороны
Аппараты для плазменной сварки имеют ряд полезных свойств и особенностей:
1. Обеспечение полного проплавления заготовок до 8 мм без разделки кромок, за один проход:

а) Плазменная сварка стали 12Х18Н10Т толщиной 8 мм, один проход без разделки

б) TIG- сварка стали 12Х18Н10Т толщиной 8 мм, четыре прохода с разделкой:
- угол раскрытия кромок 60°, притупление 3 мм.
2. Наличие значительно меньших остаточных деформаций вследствие меньшего тепловложения в заготовку
3. Большая производительность сварки
4. Плазменная сварка сосудов обеспечивает более высокие механические характеристики соединений, так как образовывает более мелкозернистую структуру.

Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q