+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Наиболее перспективной схемой для обработки металлов с помощью метода дуговой плазмы является использование плазмотрона прямого действия, в котором анод – это ванна, где расплавляется металл. Такое распространение данный метод получил благодаря тому, что имеет практически неограниченную возможность получения мощности, а также высокий КПД. Это и позволило плазмотронам прямого действия широко использоваться в промышленной отрасли для плавки или переплавки высококачественных металлов.
Наиболее перспективной схемой для обработки металлов с помощью метода дуговой плазмы является использование плазмотрона прямого действия, в котором анод – это ванна, где расплавляется металл. Такое распространение данный метод получил благодаря тому, что имеет практически неограниченную возможность получения мощности, а также высокий КПД. Это и позволило плазмотронам прямого действия широко использоваться в промышленной отрасли для плавки или переплавки высококачественных металлов.
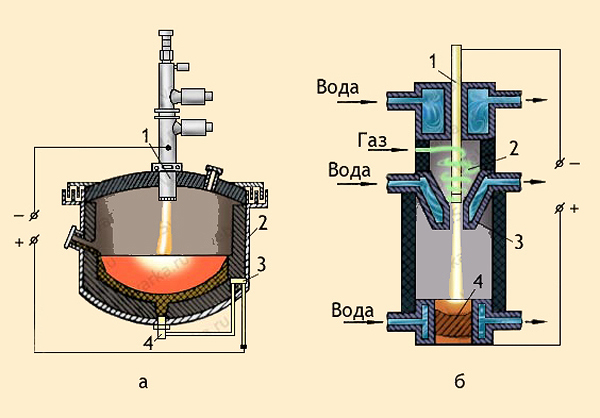
Схемы плазменно-дуговых печей
а - плавки рабочего металла, 1 - сам плазматрон; 2 - камера в печи; 3 - соленоид; 4 - электрод-анод (подовый);
б - переплава металла; 1 - рабочий электрод; 2 - жаровая камера; 3 - сопло; 4 - кристаллизатор
Как происходит процесс плазменной плавки/переплавки металла?
Для реализации этого метода используются специальные плазменно-дуговые плавильные печи. По внешнему виду, да, и, собственно, по конструкции, они сильно напоминают дуговые электропечи. Так, в них присутствует медный анод, имеющий водоохлаждение, а также наплавляющийся катод, который изготовлен из толстого, как правило, вольфрамового прутка, и зажат в медном токоведущем патроне. Сопло плазматрона, в свою очередь, является также средством для поджигания дуги.
Итак, процесс начинается с того, что камера печи наполняется газом из плазматрона (в качестве такого газа, может использоваться аргон или азот, водород) и как только камера наполняется достаточным давлением, начинается процесс плавки. Сперва, образовавшаяся плазменная дуга делает проплав в шихте, в форме узкого колодца, при этом, образовавшийся жидкий металл начинает стекать вниз и накапливаться в подине, после чего, расплавляется и остальной объем ванны.
Далее происходит процесс перемешивание жидкого металла. Происходит это, благодаря двум установленным соленоидам в подине плазменной электропечи. Они, в свою очередь, подключены последовательно к цепи питания плазмотрона. Вокруг этих соленоидов образуется магнитное поле, и металл, который начинает взаимодействовать с этим полем, приводится в движение. Для плавления металла, используют плазматроны постоянного тока, где величина достигает нескольких тысяч ампер. При этом напряжение дуги зависит от нескольких показателей – состав и расход газа, длина дуги и так далее. Но, как правило, эта величина лежит в пределах 30-150 В.
Стоит отметить, что коэффициент полезного действия (КПД) в плазменно-дуговой печи может достигать до 85%. Ведь расход на электроэнергию, которых уходит на плавление, практически такой же, как и в простых дуговых электропечах. Сегодня, активно разрабатываются плазменно-дуговые печи, работающие на переменном токе, и такие печи, уже в некоторых экземплярах сегодня есть. Что ж, подытожим материал, и выделим основные преимущества плазменной плавки, перед другими технологиями:
- исключено загрязнение металла примесями;
- для образования плазменной струи можно применять различные газы;
- в печи можно с легкостью набрать любую температуру, и также легко ее контролировать.
В общем, плазменно-дуговая плавка металла имеет высокие перспективы для получения чистых и качественных металлических материалов, а также для реализации такой технологии на любом производстве.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q