+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия.
Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия.
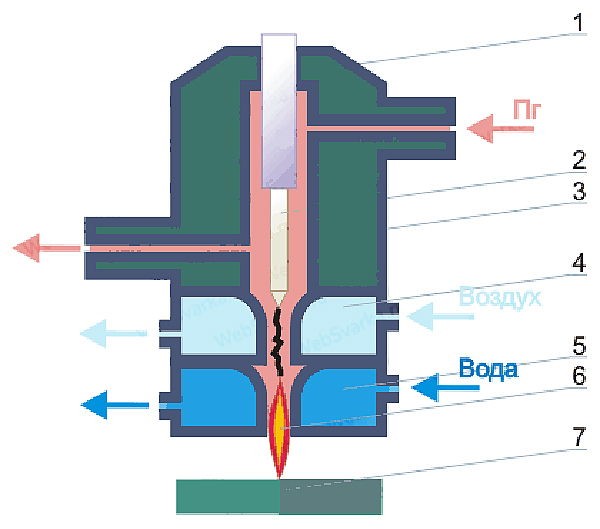
1 - держатель катода; 2 - непосредственно, катод; 3 - поверхность корпуса плазмотрона; 4 - межэлектродная вставка; 5 - автивное сопло - анод; 6 - поток плазмы; 7 - деталь.
Резка металлов при помощи плазменной струи, собственно, и называется плазменной резкой. При этом образуется достаточный поток плазмы для того, чтобы резать металл. Плазма в таком случае, точнее ее поток, образуется при помощи обдува газом, образовавшейся электрической дуги. В этот момент, газ нагревается, и при необходимой температуре, ионизируется, то есть распадается на отрицательные и положительные частицы. При этом, температура потока плазмы, примерно равна 15 тысячам градусов.
Какие виды и способы плазменной резки существуют?
Существует всего 2 вида плазменной резки – это поверхностная и разделительная плазменная резка. Как правило, на практике, более часто используется именно разделительная плазменная резка, а поверхностная, используется гораздо реже. Собственно, способов резки существует также, всего лишь два. Это резка с помощью плазменной дуги. Так, при разрезании стали в такой способ, металл, который обрабатывается, включается в электрическую цепочку. Поэтому, дуга образовывается между электродом, сделанным из вольфрама, и самим изделием. А также, различают резку при помощи плазменной струи. Так, дуга возникает в самом резаке, между двумя электродами. При этом изделие в электрическую цепочку, не включается.
По своей природе, плазменная резка намного эффективнее кислородной. Однако, при резке толстых материалов, отдают предпочтение все же кислородной резке. Однако плазменная резка, чаще всего и просто незаменима, при резке цветных металлов.
Тонкости процесса плазменной резкой
Перед тем, как начать процесс резки металла, нужно вычислить момент возбуждения плазменной дуги. Начиная же резку, нужно поддерживать одинаковое расстояние между самим соплом плазмотрона и поверхностью изделия. Как правило, это расстояние равно от 3-15 мм. Также, во время резки необходимо устремляться к тому, чтобы ток в аппарате был максимально минимальным. Все это потому, что с увеличением силы тока, ресурс работы сопла в плазмотроне, существенно уменьшается. Однако ток должен быть не меньше, чем тот, который необходим для оптимальной резки.
Также, очень сложной задачей во время резки, является проделывание отверстий. Вся суть сложности заключается в том, что во время работы может образоваться двойная дуга на выходе из сопла. В таком случае, вероятность выхода из строя плазмотрона очень высокая. Поэтому, при пробивке заготовки, плазматрон необходимо поднимать над поверхностью, на расстояние не менее чем 20-25 мм. Опускать его необходимо только лишь после того, как будет проделано отверстие.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q