+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Технология плазменной сварки очень специфична, и работают с ней, как правило, те мастера, которые уже ознакомлены с другими видами сварки, с различными технологиями резки металла, а также, кто уже хорошо знаком с технологией аргонной сварки. Для использования плазменной сварки необходимо знать технику ее выполнения, которую мы сейчас подробно и в то же время, кратко, рассмотрим.
Технология плазменной сварки очень специфична, и работают с ней, как правило, те мастера, которые уже ознакомлены с другими видами сварки, с различными технологиями резки металла, а также, кто уже хорошо знаком с технологией аргонной сварки. Для использования плазменной сварки необходимо знать технику ее выполнения, которую мы сейчас подробно и в то же время, кратко, рассмотрим.
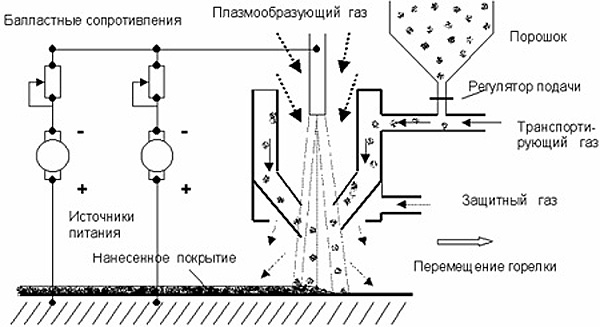
Как правило, питание дуги в плазменной сварке, происходит при помощи переменного или же постоянного тока, однако обязательно прямой полярности, минуя при этом на электроде. Сварочная дуга же, возбуждается при помощи осциллятора, а для облегчения ее возбуждения, и возникновения дуги прямого действия, используется дежурная дуга, которая горит между электродом, и самим соплом горелки. Для того, чтобы поддерживать плазмообразующую дугу, необходимо напряжение до 120 В. А вот, например, для питания плазмотрона, оптимальным напряжением холостого хода является уже питание до 300 В.
При помощи плазменной струи можно сваривать практически все виды металлов, как в нижнем, так и вертикальном положении. Причем, в качестве газа для образования плазмы, используется аргон или гелий. В свою очередь, эти газы будут служить в качестве защитных газов. Преимущества плазменной сварки следующие:
- возможность высокой производительности;
- существенно, низкая чувствительность к колебаниям и длине дуги;
- возможность устранения включения вольфрама в металл и шов.
Так, без скосов кромок, можно сваривать металлы, толщиной до 15 мм, образовывая при этом провар специфической формы. При этом, возможно образование сквозного отверстия в поверхности основного металла, через которое плазменная струя выходит на другую сторону изделия. В итоге, металл, который был расплавлен в передней части изделия, перемещается в хвостовую часть, где он кристаллизируется и в итоге образует шов. То есть, процесс предусматривает как бы прорезание заготовки и заваривания места резки.
Кроме всего прочего, плазменной струей можно также варить стыковые и угловые швы. Так, для выполнения стыкового соединения на металле, толщина которого 2 мм, нужно сваривать металл с отбортовкой кромок, а при толщине свыше 10 мм, как правило, рекомендуют выполнять скос кромок. При необходимости, к процессу задействуют и дополнительный металл. Сваривание деталей, толщина которых меньше 1 мм, может происходить при помощи микроплазменной сварки, где сила сварочного тока колеблется в пределах от 0,1 до 10 А.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q