+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
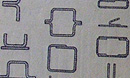 Типы соединений для точечной сварки деталей, изготовляемых из листовой стали, сводятся к различным вариантам соединений внахлестку, с накладками и с отбортовкой. Наиболее часто применяющиеся соединения приведены на рис. 6.
Типы соединений для точечной сварки деталей, изготовляемых из листовой стали, сводятся к различным вариантам соединений внахлестку, с накладками и с отбортовкой. Наиболее часто применяющиеся соединения приведены на рис. 6.
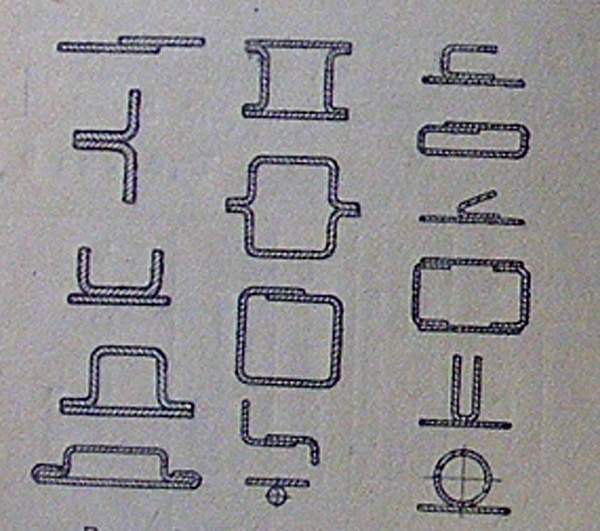
При конструировании соединений и всего узла предусматривается определенная последовательность сборки изделия для обеспечения возможности удобного наложения каждой сварной точки. Точки должны быть размещены так, чтобы обеспечивалась местная деформация металла в моменты сварки, т. е. отбортовки должны быть достаточной ширины.
Нежелательно располагать точки на цилиндрических поверхностях с малыми радиусами (при невозможности выполнить последнее требование должна быть обеспечена точная, плотная сборка).
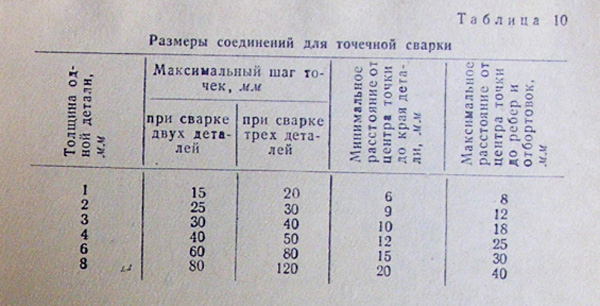
Сварные соединения должны допускать применение охлаждаемых водой простых стандартных электродов и электродо-держателей. Желательно, чтобы сварные соединения допускали разбивку изделия на наименьшее количество технологических узлов, в которых точечная сварка может производиться без переналадки, т. е. без смены типа электродов и сварочного режима. Рекомендуемые размеры соединений для точечной сварки приведены в табл. 10.


Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q