+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Итак, в продолжение темы о точечной сварке хотелось бы поговорить о последовательном нанесении сварных точек и рассмотреть случаи, в которых сварочное соединения точечной сварки будет идеальным.
Итак, в продолжение темы о точечной сварке хотелось бы поговорить о последовательном нанесении сварных точек и рассмотреть случаи, в которых сварочное соединения точечной сварки будет идеальным.
Как правило, в сварном соединении контактной сварки, на одной детали изготавливается сразу несколько точек, поэтому во время сварки необходимо учитывать такую характеристику, как утечка тока. Она возникает в местах, где заранее были изготовлены сварные точки. Присутствие нескольких сварных точек также вызывают снижение полезного давления, которое оказывается на свариваемую точку, потому как часть этого же давления воспринимается уже готовыми точками. Таким образом, если располагать сварные точки слишком близко, то прочность такой точки получится несколько ниже, чем в отдельно сделанной точке. Как правило, наиболее прочной точкой во всем сварном узле, является первая точка.
Для выполнения качественного сварного соединения, поверхность металла, которая будет подвергаться сварке, должна быть тщательно и заранее очищена, с ее поверхности должна быть удалена грязь, примесь, краска и другие частички. Также, не редко прибегают к травлению поверхности кислотами или же применением пескоструйного аппарата. Сборка деталей для точечной сварки всегда должна по максимуму обеспечивать прилегание деталей друг к другу. Поэтому, наличие зазоров между деталями приводит к тому, что они (зазоры) поглощают значительную часть давления электродов, и в результате, давление на точку может быть также недостаточным, и точка получиться неплотной.
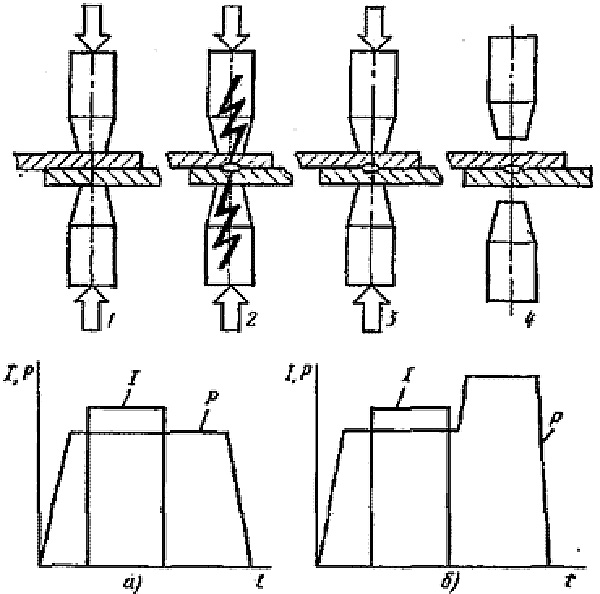
Точечная сварка различает два режима работы – это мягкий режим сварки, и жесткий режим. Мягкий режим точечной сварки подразумевает использование умеренной силы тока на поверхность детали и конца электрода, и как правило, это значение не выше 100 А/мм2. Жесткий режим сварки используется при сварке стали, и эта плотность равна 120-300 А/мм2. Мягкий режим, как правило, имеет более продолжительное время технологического процесса, а также он характеризуется плавным нагреванием и уменьшенной мощностью точечной сварки. Мягкая контактная сварка имеет следующие преимущества:
- низкая мощность потребления из сети;
- соответственно, снижение нагрузки в сети;
- низкая стоимость сварочных аппаратов и стоимость расходных материалов;
- небольшая зона закалки сварки.
Жесткий же режим предполагает использование машин с повышенной мощностью, и они в значительной степени увеличивают нагрузку на сеть. Однако, несмотря на это, он имеет свои преимущества:
- уменьшение времени на технологический процесс;
- увеличение производительности.
Таким образом, в зависимости от режимов сварки, зависит как качество, так и другие технологические характеристики, такие как время, потребляемая мощность, количество изготовления готовой продукции и так далее.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q