+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Потребность получить неразъемные соединения из алюминия и его сплавов в домашних условиях возникает достаточно часто. Трудности, связанные с наличием на поверхности металла прочной и химически инертной окисной пленки, преодолеваются только одним способом — аргонодуговой сваркой. Сварка алюминия аргоном — технология, оборудование и последовательность проведения — рассматриваются далее.
Потребность получить неразъемные соединения из алюминия и его сплавов в домашних условиях возникает достаточно часто. Трудности, связанные с наличием на поверхности металла прочной и химически инертной окисной пленки, преодолеваются только одним способом — аргонодуговой сваркой. Сварка алюминия аргоном — технология, оборудование и последовательность проведения — рассматриваются далее.

Почему при сварке алюминия нужен аргон
Вообще, со сваркой алюминия может управляться и любой другой инертный газ. Например, гелий, который еще в 40-х годах прошлого века активно применялся в США для сварки алюминиевых сплавов. Однако себестоимость аргона в разы ниже, а результирующий эффект остается таким же. Важнее знать, почему именно наличие слоя инертного газа способствует качественному соединению алюминиевых изделий. Если тщательно соскоблить поверхностный слой на любой алюминиевой детали, то можно заметить, что под поверхностью находится блестящий металл. Однако вскоре его цвет изменится на более тусклый и это верный признак того, что на поверхности уже образовался слой окиси алюминия Al2O3 — вещества, устойчиво предохраняющего металл от дальнейшего окисления.
Если температура плавления чистого алюминия составляет 6600С, то окисной пленки — более 20000С, что существенно ограничивает технологические возможности обычных видов сварки. Кроме того, Al2O3 — вещество химически инертное и весьма твердое. Таким образом, для сварки алюминия подойдет технология, при которой каким-либо образом удастся «содрать» эту пленку с поверхности металла и удалить ее за пределы зоны сварки. Таким источником тепла может быть только электрическая дуга. Причем дуга переменного тока, когда общее его направление будет меняться в соответствии с частотой тока в бытовой электросети, т.е. 50 Гц.
Использование переменного тока для сварки алюминия решает две задачи:
1. Позволяет использовать более компактные и удобные в эксплуатации сварочные инверторы (вместо громоздких сварочных преобразователей, которые требуют высокой квалификации работающего и специальной подготовки рабочего места);
2. Обеспечивает надежное удаление поверхностной пленки оксида алюминия с поверхности алюминиевых заготовок, поскольку температура электрода при этом превышает граничную температуру термической стойкости Al2O3.
Важно, что при этом обязательно необходимо соблюсти нужную полярность тока. При обратной полярности, когда анодом является электрод-инструмент, направление электронного потока направлено от электрода к заготовке. Поскольку температура в столбе дуги составляет 5000-60000С (в приконтактных областях она, правда, ниже, но все равно существенно превышает температуру плавления окиси алюминия), то обладающие огромной энергией электроны разрушают окисную пленку, очищают исходную поверхность и обеспечивают ее устойчивое плавление. Однако наличия обратной полярности для успешной сварки алюминия недостаточно. Необходима также наружная среда, индифферентная к воздействию повышенных температур, и активно противодействующая попыткам оксида алюминия вновь восстановиться на очищенной поверхности. Эту задачу и выполняет инертный газ.
Таким образом, сварка алюминия аргоном обеспечивает необходимые устойчивость и производительность процесса, при одновременном обеспечении нужного качества сварного шва.
Технология аргонодуговой сварки алюминия
В настоящее время сварка в среде инертного газа может быть реализована в двух вариантах:
1. Ручная дуговая сварка MIG/MAG в струе инертного газа, положительными особенностями которой считается высокая производительность и возможность соединять смежные детали любой толщины.
2. Сварка неплавящимся вольфрамовым электродом (процесс WIG/TIG) с использованием переменного тока, полярность которого не имеет существенного значения.
В бытовых условиях метод MIG/MAG особой распространенности не получил. Причина в том, что электрод получает большую температурную нагрузку и его стойкость (особенно при использовании больших токов) оказывается незначительной. Инверторы в этом плане имеют преимущество, поскольку по самому принципу действия аппарата в нем постоянно происходит инвертирование (преобразование) переменного тока в постоянный, и наоборот. В результате нагрев электрода существенно меньше.
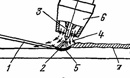
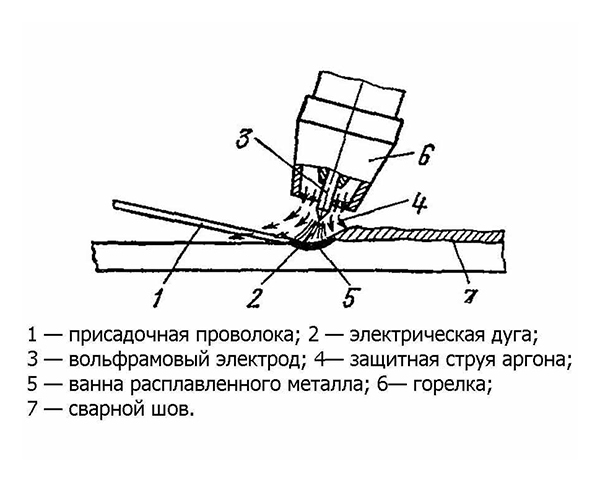
При использовании метода WIG/TIG для аргонодуговой сварки алюминия происходит следующее. При расплавлении теплом дуги приконтактных слоев металла, в столб дуги вводится вольфрамовый электрод. Поскольку температура плавления вольфрама существенно выше, то поджиг дуги производится еще до контакта электрода с поверхностью. Сам электрод подается из корпуса сварочной горелки, внутри которой предусмотрено две коаксиально размещенные трубки. По внутренней производится перемещение электрода, а по внешней — инертного газа, который подается по шлангу от недалеко установленного баллона. Следует отметить, что аргон должен быть высшей степени чистоты, поскольку любые примеси снижают защитный эффект, и соединение окажется ненадежным.
Аргон, как основной компонент процесса, обеспечивает несколько важных функций:
1. Оптимизирует время и качество поджига дуги, которое, как известно, должно соответствовать рекомендуемому для каждого конкретного типа инвертора параметру ПВ (продолжительности включения). Для большинства типов инверторов ПВ должно находиться в диапазоне значений 0,85-0,92;
2. Способствует лучшей очистке поверхности алюминиевых деталей, поскольку обладает достаточно высокой плотностью;
3. Обеспечивает стабильность горения дуги в канале разряда, что немаловажно именно для аппаратов импульсной сварки.
Процесс единичного акта сварки происходит в два этапа. Вначале первая (положительная) полуволна разрушает пленку двуокиси алюминия. Затем вторая, отрицательная полуволна, интенсивно нагревает поверхность, расплавляет ее и вводит внутрь соединения мощность, необходимую для образования прочного сварного шва.
Аргонная сварка алюминия может реализовываться и на прямой полярности, однако используемые при этом электроды должны иметь специальные обмазки, также успешно разрушающие оксидную пленку. Такими электродами возможна сварка алюминиевых изделий толщиной до 2-3 мм. Обмазку для электродов можно приготовить и в домашних условиях. Для этого на обычный электрод, пригодный для работ по алюминию, наносится тщательно подготовленная однородная смесь из молотого мела и силикатного клея. Поверхность электрода предварительно очищается от механических и химических загрязнений и высушивается.
В бытовых условиях ответ на вопрос — как варить алюминий аргоном — часто решается в пользу способа TIG, который реализуется при помощи сварочного инвертора.

Практика сварки алюминия аргоном
Процесс WIG/TIG с использованием аргона и инвертора в качестве источника создания необходимой тепловой мощности требует известных навыков. Среди них стоит отметить следующие:
1. Плотность аргона значительно выше плотности воздуха, поэтому вертикальное соединение таким способом алюминиевых конструкций невозможно. При крайней необходимости в баллон с аргоном добавляется некоторое количество гелия.
2. Перемещение сварочной горелки должно производиться исключительно вдоль оси сварного шва и перпендикулярно ему.
3. Поджиг и последующее горения сварочной дуги должны выполняться при минимальном напряжении, которое обеспечит стабильность процесса. Таким образом, расстояние от электрода до поверхности стыка выбирают наименьшим.
4. Подачу вольфрамовой проволоки необходимо выполнять равномерно. При отсутствии необходимых навыков используются специальные устройства для автоматической подачи.
5. Ток обработки устанавливают максимально возможным (не ниже 250 А), что обеспечивает надлежащую скорость сварки при удержании ПВ в допустимых для данной модели инвертора рамках.
Сваривать алюминиевые конструкции с использованием защитного газа рекомендуется в следующей последовательности. Вначале к аппарату подключают баллон с аргоном (или смеси аргона с гелием). Давление газа, устанавливаемое редуктором, зависит от того, где производится сварка (в помещении, либо на открытом воздухе), а также от толщины соединяемых заготовок. В помещении достаточно расхода газа в пределах 6-8 л/мин, для наружных работ расход придется увеличить до 8-12 л/мин.
Исходные поверхности металла подготавливаются — механически и химически очищаются, а затем подогреваются до 250-3000С (последнее особенно важно при работах, которые выполняются в неотапливаемых помещениях, либо при пониженной температуре наружного воздуха). Чем толще металл, тем выше температура его подогрева. Быстрое охлаждение тонколистовых конструкций недопустимо, поскольку возрастает опасность их коробления.
Очистке и высушиванию при 150-2000С подлежат также и электроды. Очистка алюминия ведется в водном растворе щелочи, состоящего из следующих компонентов (расчет составлен на литр очистного раствора): сода кальцинированная, г — 50; Трилон Б (натриевая соль этилендиаминтетраускусной кислоты ЭДТА), г — 50; жидкое стекло, г — 30.
Раствор нагревают до 65±50С, и выдерживают в нем подготовленные кромки стыков алюминиевых деталей не менее 5 минут.
Выбор диаметра вольфрамовой проволоки определяется толщиной свариваемых изделий. Считается, что на 1 мм диаметра электрода допустимо вводить не более 35-40 А тока. Торец электрода остро затачивают, в процессе выполнения сварки он должен приобрести форму полусферы.
Вылет электрода из сопла сварочной горелки устанавливают минимальным — не более 1-2 мм. Стартовый ток для устойчивого горения дуги при сварке алюминия под аргоном обычно принимают в полтора-два раза больше, чем значения, рекомендуемые производителем сварочного инвертора, затем его можно снизить до установленных значений. Подачу вольфрамовой проволоки начинают только после того, как обеспечено устойчивое горение дуги. Длинные сварные швы получают с использованием четырехтактного режима обработки, причем ближе к концу шва ток постепенно уменьшают. Использование аргонодуговой сварки алюминия требует определенных навыков, а также опыта эксплуатации сварочного инвертора.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q