+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 На раскалённый шов действует окружающая его среда, а степень воздействия определяется свойствами среды и металла. Стоит понимать, что любые окислительно-восстановительные процессы при высоких температурах проходят интенсивнее, чем в нормальных условиях, то есть на металл шва будут сильно влиять даже те газы, которые являются составными частями воздуха, которым мы дышим и попросту не замечаем...
На раскалённый шов действует окружающая его среда, а степень воздействия определяется свойствами среды и металла. Стоит понимать, что любые окислительно-восстановительные процессы при высоких температурах проходят интенсивнее, чем в нормальных условиях, то есть на металл шва будут сильно влиять даже те газы, которые являются составными частями воздуха, которым мы дышим и попросту не замечаем...
Значит, сварочную ванну надо защитить. Причём, защититься надо так, чтобы всё равно можно было осуществлять сварочные действия. Это можно делать только под заслоном жидкости или газа. Но жидкость, испаряясь, будет забирать изрядное количество тепла, и сварочной дуги не получится. Остаётся только газовая защита, где нейтральные газы под давлением не будут пропускать остальные.
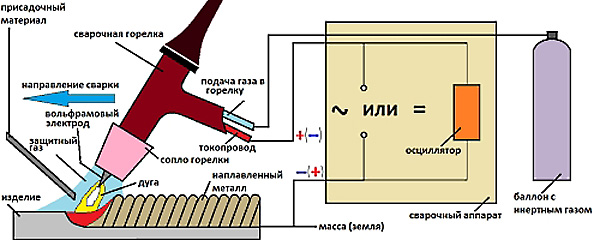
Эта технология и называется сваркой в газовой среде. В качестве защиты выступает инертный газ аргон (реже гелий) или углекислый газ. Углекислый газ всё-таки считается активным газом, поэтому применяется он, в основном, для сварки углеродистых сталей, иногда в смеси с аргоном.
Такую технологию можно применять к разным видам сварки. В газовой среде может производиться сварка:
- неплавящимся электродом без добавления присадочного материала;
- неплавящимся электродом с применением присадочных прутков или проволоки;
- плавящимся электродом;
- плазменная и лазерная.
Без добавления присадки сваривают тонкие куски металла. Мощности дуги между металлом и вольфрамовым стержнем достаточно для расплава металла, а ввиду его небольшой толщины нужды в дополнительном металле для формирования шва нет.
Если производится сварка с присадкой под неплавящимся электродом, то расплавленный конец прутка должен всё время находиться в защитном газе над сварочной ванной, чтобы исключить попадание водорода или кислорода на металл.
Плавящимся электродом (проволокой) сварку удобнее производить роботами-автоматами, а ещё лучше инвертором-полуавтоматом по причине его универсальности. Почему? Им легко задать нужные настройки по части электричества, можно объединить процесс подачи тока на дугу с процессом подачи проволоки. Всё, что зависит от сварщика, это:
- перемещать горелку с нужной скоростью;
- правильно позиционировать дугу в пространстве.
Чтобы проволока не подавалась уже окисленной в атмосфере, её омедняют. Сварщику нужно контролировать мундштук и сопло, так как налипшие брызги металла нарушат равномерную подачу газа.
Сварка в защитных газах не терпит сквозняков, так как разрывается сплошной газовый заслон, и в ванну попадают не нужные азот, кислород, водород.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q