+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.
Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.

Появление новых металлов и сплавов потребовало развитие сварочных технологий, способствующих возникновению и развитию прогрессивных методов. Один из них — сварка ТИГ.
История появления
Сварка представляет собой соединение металлов при высокой (сотни и тысячи градусов) температуре. В таких условиях интенсивно протекают окислительные процессы, насыщение и легирование металлов вредными примесями. Идея проводить высокотемпературную стыковку в облаке газов возникла на рубеже XIX-XX веков у американского инженера Charles L. Coffin (Чарльз Л. Коффин). Но существующие технологии не позволяли применить этот способ в промышленных масштабах. Особенно это касалось активных металлов (алюминия, магния, титана). Первые практические опыты были совершены в 40-х годах прошлого века. Используя вольфрамовый неплавящийся электрод и инертный гелий, специалисты корпорации Northrop Corporation разработали метод соединения алюминия, магния и никеля. Это открытие позволило сделать технический рывок в авиационной промышленности. Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа. Часто возникает путаница с АДС в защитном газе. Этот процесс проводится плавящимся электродом — сварочной проволокой. Имеет обозначение MIG/MAG.
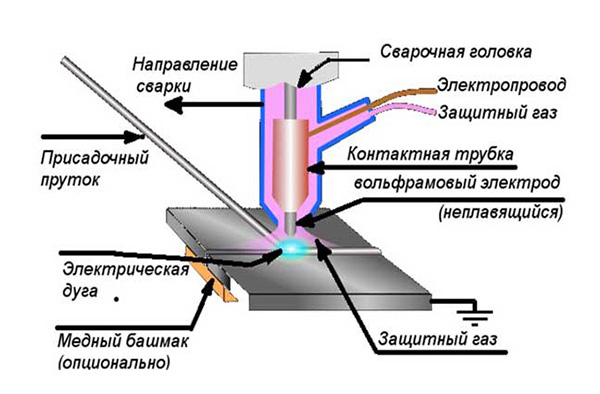
Схема процесса
Общая схема процесса сварки TIG Электрическая дуга в процессе сварки методом TIG образуется между неплавящимся электродом и заготовкой или сварочной ванной. С целью защиты используется облако инертного газа. Тепловой поток, вызываемый электродугой, расходуется на оплавление кромок соединяемых деталей и (или) присадочного материала (проволоки). Пруток или проволока подаются в зону сварки вручную или автоматически. Подача газа осуществляется через специальную насадку — горелку. Формирование шва осуществляется по мере остывания ванны расплавленного металла.
Данный способ является достаточно сложным по исполнению, особенно, неопытными сварщиками. В процессе заняты обе руки: одна направляет горелку, другая — подает в зону электродуги присадочную проволоку. Необходимо соблюдать расстояния между электродом и заготовкой, присадочным материалом и дугой. Нарушение приводит к некачественному шву.
Преимущества и недостатки
Прогрессивный способ сварки металлов методом ТИГ обладает рядом несомненных потребительских преимуществ: Образование высококачественного шва за счет надежной защиты облаком газа от негативных влияний окружающего воздуха. Ограничение теплового влияния на металл в зоне шва — снижает возможность образования термических напряжений в теле детали. Нет эффекта разбрызгивания металла. Высокая производительность. Отсутствует необходимость обработки шва. Достаточно быстрое освоение и приобретение навыков работы по ТИГ-методу. Широкий перечень свариваемых металлов.
Слабые стороны метода: Ограничение применения на открытом воздухе. Сильный ветер или его порывы сдувают защитный газ из зоны расплавленного металла, что приводит к нарушению процесса. Шов получается некачественным. Необходимость более тщательной подготовки поверхности заготовки, по сравнению с другими способами. Осложнен процесс соединения под острым углом наклона горелки к плоскости детали. В зоне зажигания электродуги возникает черный след, который требуется зачищать.
Применение
Сфера применения затрагивает те отрасли промышленности, где применяются высоколегированные или цветные металлы и сплавы: космическая; авиационная; медицинская; автомобильная и другие.
Метод ТИГ позволяет соединять почти все металлы: черные; углеродистые и легированные стали; нержавеющую сталь; никель; алюминий, магний, титан; медь и сплавы на ее основе; золото, серебро. Кроме соединений, можно выполнять наплавку, увеличивая общую толщину металла.
Несмотря на достаточно сложный процесс, способ применяется в бытовых условиях. Например, ремонт кузова автомобиля или радиатора, заварка выпускного коллектора.
Режимы TIG-сварки
ТИГ-режим осуществляется на однополярном (DC, Direct Current) или переменном (AC, Alternating Current) токе. Режим однополярного тока используется для работ с широким перечнем металлов. Переменный — по алюминию, титану и другим сплавам с наличием поверхностных тугоплавких пленок.

Постоянный ток
Однополярный ток применяется на прямой полярности: на вольфрамовый стержень подается «минус», на заготовку — «плюс». Такой способ позволяет: ускорить сварочный процесс; создать зауженную и глубокую сварочную ванну; повысить ресурс неплавящегося электрода.
Этот режим применяется для соединения высоколегированных и нержавеющих сталей. Обратная полярность способствует разрушению тугоплавкой окисной пленки. Поэтому используется для работ с титаном, алюминием и его сплавами.
Переменный ток
Процесс используется с алюминием, титаном и сплавами, образующими на поверхности тугоплавкую пленку. Переменный ток создает периодическую смену «плюса» и «минуса» (прямой и обратной полярности).
Прямая полярность способствует формированию качественной сварной ванны. Обратная — разрушению защитной пленки и очищению поверхности металла. Баланс между полярностью поддается регулировке: Подавая больший «плюс» (повышение величины обратной полярности) на электрод, улучшаем процесс очищения от пленки. Подавая больший «минус» (усиление обратной полярности) на вольфрамовый стержень, создаем проплавление металла, добиваемся необходимой глубины ванны.
Оборудование
Используются два основных типа оборудования:
1. Сварочный выпрямитель, преобразующий переменный ток в постоянный. Относится к профессиональному классу.
2. Инвертор TIG — выпрямляет переменную составляющую с идеальными динамическими характеристиками электродуги. Отдельные модели оснащены блоком для выдачи постоянного или переменного тока. Это позволяет расширить функционал оборудования. Кроме сталей, появляется возможность работы с алюминием и сплавами на его основе.

Инверторы отличаются по мощности, максимальному току, длительности режима сварочного процесса и ценой. При выборе аппарата необходимо заострить внимание на следующем: Возможность работы при плавающих показателях электросети. Величина подаваемого напряжения. Обеспечение переменной или постоянной составляющей напряжения в выходных параметрах. Проведение работ во всех пространственных положениях: по горизонтали, вертикали или на потолочной поверхности. Наличие системы защиты аппарата от перегрева и своевременного отключения при пиковых нагрузках.
Применяемые электроды
Электроды — один из важных компонентов при TIG-сварке. От их качества зависит дальнейшая работа.

Изготавливаются из химически чистого вольфрама. Содержание в изделии составляет 97-99.5%. Более чистый металл, склонен к легированию обрабатываемых металлов в процессе сварки. Для снижения этого явления, в состав электрода вводятся редкоземельные металлы (иттрий, тантал, торий, лантан). Маркируется цветом (белый, золотистый, зеленый, красный, синий и темно-синий). Цифра означает содержание лигатуры (присадки оксида металла).
Заточка электрода — важный геометрический параметр, влияющий на форму электродуги. Для режима постоянного тока предпочтительнее конусовидная форма. Для переменного напряжения — округлый кончик. Поверхность стержня должна быть выполнена с минимальной шероховатостью. Оптимально — полировка.
Применяемый газ
Основной газ для режима ТИГ — аргон. Он тяжелее кислорода, поэтому вытесняет его из зоны факела, обеспечивая защиту. Другой газ — гелий. Второе по массе вещество, после водорода. Несмотря на высокую стоимость, гелий обеспечивает увеличение мощности дуги в 1.5-2 раза. Результат — более глубокое проплавление металла и повышение производительности. Благодаря техническим свойствам, гелий применяют для работ с тугоплавкими материалами. Ответственные операции проводят на смеси газов: Ar около 35-40%, He порядка 60-65%. Это дает следующее сочетание преимуществ: легкий газ обеспечивает более глубокое проплавление, а тяжелый — стабилизирует показатели дуги.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q