+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Одним из путей улучшения санитарно-гигиенических характеристик дуговой сварки является применение импульсных источников питания, позволяющих снижать избыточную энергию дуги, управлять переносом электродного металла, снижать его разбрызгивание, уменьшая таким образом выделение в воздух рабочей зоны вредных веществ в составе сварочного аэрозоля (СА).
Одним из путей улучшения санитарно-гигиенических характеристик дуговой сварки является применение импульсных источников питания, позволяющих снижать избыточную энергию дуги, управлять переносом электродного металла, снижать его разбрызгивание, уменьшая таким образом выделение в воздух рабочей зоны вредных веществ в составе сварочного аэрозоля (СА).
В последнее время для дуговой сварки в защитных газах все более широкое распространение получило сварочное оборудование нового вида — автоматы и полуавтоматы с импульсной подачей электродной проволоки. Так, на основе компьютеризованного вентильного быстродействующего безредукторного электропривода с полностью управляемыми параметрами импульсного движения электродной проволоки (величины скоростей в импульсе и реверсе, времени действия импульсов и пауз, частоты импульсов, величины скважности) можно повышать качество сварных соединений, управлять геометрическими параметрами сварного шва, снижать энерго- и ресурсозатраты на процесс сварки и, предположительно, снижать выделение вредных веществ в воздух рабочей зоны. Последнее остается весьма актуальной задачей при решении проблемы защиты сварщика и окружающей среды от неизбежных вредных выделений СА, особенно при применении легированных электродных проволок.
Целью настоящей работы является определение возможностей влияния способа дуговой сварки с управляемой импульсной подачей электродной проволоки на гигиенические характеристики процесса сварки и выбор режимов, обеспечивающих снижение выделений вредных веществ.
Для поиска путей снижения выделений вредных веществ, загрязняющих воздух производственной среды при механизированной сварке, проведены исследования влияния импульсной подачи электродной проволоки и режима сварки на показатели выделения СА, образующихся при выполнении процесса в смеси защитных газов (82 % Ar + 18 % СО2) про- волоками сплошного сечения марок Св-08Г2С, Св-01Х19Н18Г10АМ4 (ЭП-690) диаметром 1,2 мм и в СО2 порошковой проволокой Велтек-Н320 диаметром 1,6 мм, содержащей хром, никель, марганец, фториды и другие компоненты. Исследовали зависимости интенсивности образования СА и их основных токсических компонентов от режима сварки с импульсной подачей электродной проволоки. Применяли сварку с импульсной подачей электродной проволоки и (для сравнения) с непрерывной подачей проволок сплошного сечения на режиме 160 А и 21…22 В и порошковой проволоки на режиме 230 А и 26...27 В. В исследованиях частота импульсов f подачи электродной проволоки принимала значения 20, 40, 60 Гц и скважность импульсов s — 2, 3, 5 ед. Постоянная подача электродной проволоки задавалась частотой 1 Гц при скважности 1 ед. Защитные газы выбирали по рекомендациям производителей электродной проволоки, а режимы сварки — из рекомендуемых диапазонов тока и напряжения в зависимости от типа электродной проволоки и ее диаметра.
Определение гигиенических показателей выделений СА выполнялось в соответствии со стандартом. Исследования интенсивности выделения СА проводились методом «полного улавливания». Для определения химического состава СА пользовались методами санитарно-химического анализа.
Сварка проволокой Св-08Г2С в смеси Ar + СО2
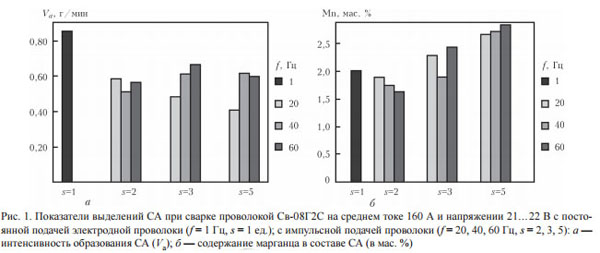
Результаты исследований (рис. 1, а) показали, что при сварке с постоянной подачей электродной проволоки Св-08Г2С наблюдается максимальная интенсивность образования СА. При применении всех других режимов сварки с импульсной подачей она уменьшается в 1,2…2 раза.
Исследование зависимостей интенсивности образования СА от частоты и скважности импульсов при сварке проволокой Св-08Г2С в смеси защитных газах Ar + CO2 (рис. 1, а) определило, что они имеют сложный вид. Так, при сварке на частоте импульсов 20 Гц интенсивность образования СА уменьшается с ростом скважности импульсов, на частоте 40 Гц, наоборот, увеличивается, а на частоте 60 Гц данная зависимость неоднозначна.
Сложный вид полученных зависимостей можно объяснить следующим образом. Известно, что при сварке с постоянной подачей электродной проволоки в защитном газе уровень выделений СА определяется не только мощностью дуги, но и характером переноса электродного металла. При этом зависимость интенсивности образования СА от сварочного тока носит экстремальный характер: сначала увеличивается, потом снижается, имеет максимум, соответствующий наибольшему разбрызгиванию электродного металла, и минимум, характерный для мелкокапельного переноса без коротких замыканий с погружением дуги в основной металл. В свою очередь известно, что при импульсной подаче электродной проволоки в зависимости от шага подачи возможны три варианта переноса электродного металла:
- шаг подачи равен или несколько больше длины дуги, и капля окунается в ванну во время движения электрода;
- шаг подачи несколько меньше длины дуги, и капля электродного металла, не оторвавшись, входит в контакт со сварочной ванной уже после торможения под действием сил инерции;
- шаг подачи меньше длины дуги, и капля отрывается под действием сил инерции и пролетает дуговой промежуток без короткого замыкания.
Поэтому вид диаграммы (рис. 1, а) зависит от того, какой участок зависимости интенсивности образования СА от сварочного тока и имеющегося варианта переноса электродного металла в данный момент рассматривается. Как известно, сварка модулированным импульсным током позволяет снизить интенсивность выделения СА (по сравнению со сваркой непрерывным током) без снижения производительности и коэффициента расплавления. Уменьшение общей мощности дуги за счет пауз при применении импульсного тока снижает избыток энергии, имеющий место при сварке непрерывным током и идущий на испарение расплавляемых материалов. Интенсивность образования СА снижается с уменьшением токов в импульсе, паузе, длительности импульса и с увеличением длительности паузы. Механизированная сварка импульсным током позволяет снизить интенсивность выделения СА по сравнению с традиционной механизированной дуговой сваркой вследствие уменьшения количества тепла, выделяемого в зоне сварки.
Кроме того, применение сварки импульсным током позволяет значительно снизить выделение марганца в составе СА путем обеспечения процесса с управляемыми принудительными короткими замыканиями, увеличения частоты замыканий, уменьшения длины дуги и размера капель. Снижать содержание марганца в СА можно регулированием частоты импульсов тока, способствующих лучшему отрыву капли от электрода и увеличению частоты их перехода в ванну. Результаты исследований, полученные в данной работе, хорошо согласуются с результатами других работ по вопросу механизированной сварки модулированным импульсным током.
Результаты сравнительных исследований содержания токсичного марганца в СА, образующихся при сварке проволокой Св-08Г2С с постоянной и импульсной подачей (рис. 1, б) показывают, что минимальное его содержание имеет место при импульсной подаче электродной проволоки на режимах f = 20, 40, 60 Гц, s = 2 ед. Остальные режимы сварки f = 20, 40, 60 Гц, s = 3 и 5 ед. приводят к некоторому повышению содержания марганца в составе СА по сравнению со сваркой с непрерывной подачей проволоки.
Исследование зависимостей содержания марганца в составе СА (рис. 1, б) и интенсивности его выделения от частоты и скважности импульсов подачи электродной проволоки показали, что увеличение скважности импульсов способствует повышению концентрации марганца в СА и интенсивности его выделения, влияние частоты импульсов — неоднозначно. При сварке с импульсной подачей электродной проволоки с частотой импульсов 40…60 Гц уменьшение величины скважности импульса с 5 до 2 ед. дает возможность снизить содержание токсичного марганца в составе СА и интенсивность его выделения почти в 2 раза.
Таким образом, результаты исследований зависимости интенсивности выделения марганца, как ведущего токсичного компонента при сварке проволокой Св-08Г2С, позволяют выбрать режимы сварки, которые обеспечивают минимальное поступление марганца в воздух рабочей зоны. Это режим сварки с импульсной подачей электродной проволоки с частотой 40…60 Гц и скважностью 2 ед.
Сварка проволокой ЭП-690 в смеси Ar + СО2
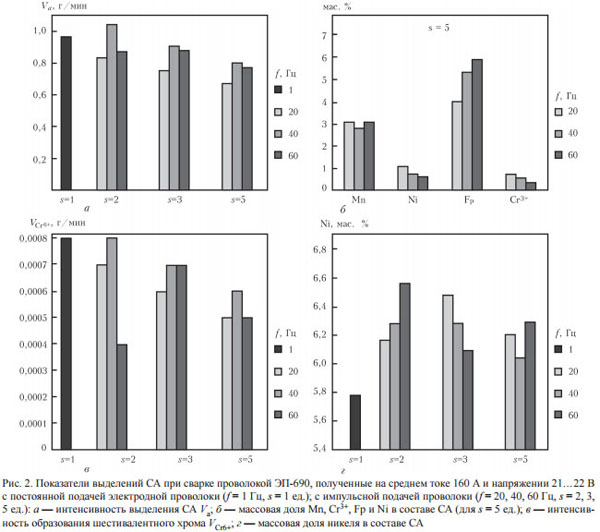
При применении для сварки проволоки ЭП-690 с ее импульсной подачей интенсивность образования СА ниже, чем во время сварочного процесса с постоян- ной подачей проволоки, кроме режима f = 40 Гц, s = 2 ед. (рис. 2, а). Использование проволоки ЭП-690 приводит к выделению в воздух рабочей зоны таких вредных компонентов как марганец, трехвалентный хром, никель (рис. 2, б), а также шестивалентный хром. В составе СА наиболее высокое содержание имеет марганец, меньшее — трехвалентный хром, никель и минимальное — шестивалентный хром. В данном случае наиболее токсичным компонентом СА является шестивалентный хром, результаты исследований интенсивности выделений которого при- ведены на рис. 2, в. Из указанного рисунка следует, что при сварке с импульсной подачей электродной проволоки (кроме режима f = 40 Гц, s = 2 ед.) интенсивность выделения шестивалентного хрома более низкая, чем при постоянной подаче проволоки. Максимальная интенсивность выделения шестивалентного хрома отмечается на режиме сварки с частотой 40 Гц и скважностью 2 ед. по сравнению с остальными режимами сварки с импульсной и постоянной подачей проволоки. Наиболее приемлемым режимом, обеспечивающим минимальное выделение шестивалентного хрома (в 2 раза меньше, чем при сварке с постоянной подачей проволоки), является режим с импульсной подачей проволоки с частотой 60 Гц и скважностью 2 ед.
Что касается никеля (второго по величине токсичности канцерогенного компонента СА), то по результатам исследований (рис. 2, г) видно, что его содержание в СА при сварке проволокой ЭП- 690 наоборот имеет минимальное значение на режиме с постоянной подачей проволоки по сравнению со сваркой с импульсной подачей проволоки на всех исследованных режимах. Результаты исследований зависимости интенсивности выделения никеля от режима сварки с импульсной подачей проволоки показали, что она минимальна на режиме с частотой 20 Гц и скважностью 5 ед., а максимальна — на режиме с частотой 40 Гц и скважностью 2 ед. Это рекомендуется учитывать при выборе оптимального режима сварки, когда ведется учет интенсивности выделения в воздух рабочей зоны всех компонентов СА. При этом следует помнить, что по величине предельно допустимой концентрации (ПДК) токсичность шестивалентного хрома в 5 раз выше, чем токсичность никеля и многократно превышает ПДК других компонентов в составе СА.
Сварка порошковой проволокой Вел- тек-Н320 в СО2
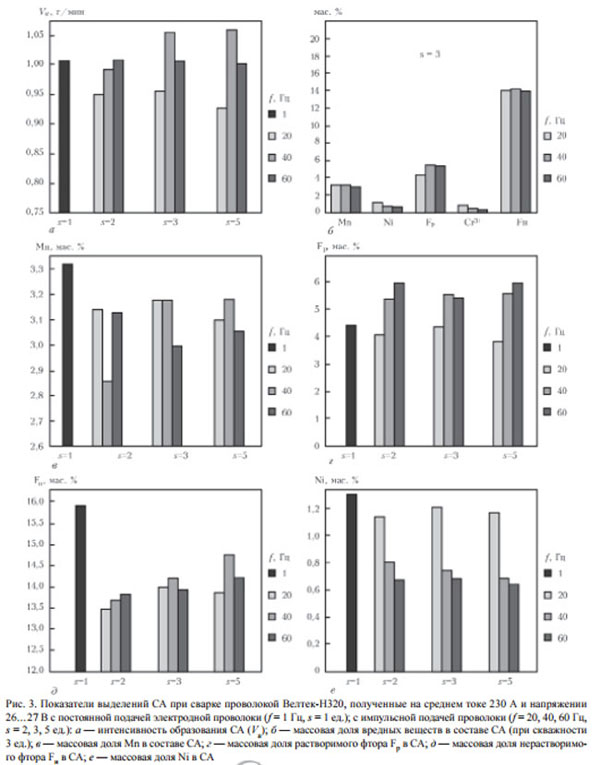
При сварке порошковой проволокой Велтек-Н320, в состав которой кроме упомянутых выше компонентов также входят фториды, применение импульсного режима в большинстве случаев позволяет улучшить гигиенические характеристики по сравнению со сваркой с постоянной подачей проволоки, особенно на режимах с частотой 20 Гц при любой скважности (рис. 3, а).
Результаты исследований зависимостей интенсивности образования СА от частоты и скважности импульсов (рис. 3, а) показали, что при скважности 2, 3 и 5 ед. при частоте 20 Гц она имеет минимальное значение, далее на частоте 40 Гц достигает максимума и затем снижается до 60 Гц, за исключением режима со скважностью 2 ед., где после частоты импульсов 40 Гц, интенсивность образования СА продолжает расти. Определение химического состава СА (рис. 3, б) показало, что в нем в наибольшем количестве содержатся фториды нерастворимые (61,4 %), за ними следуют фториды растворимые (18,0 %), далее — марганец (13,9 %), никель (5,0 %) и в наименьшем количестве содержится трехвалентный хром (3,4 %). Что примечательно, шестивалентный хром в данном случае отсутствует. Минимальное содержание токсичного марганца в составе СА было при сварке с импульсной подачей проволоки на режиме f = 40 Гц, s = 2 ед. и максимальное — при сварке с постоянной подачей (рис. 3, в).
Исследования зависимостей интенсивности выделения марганца от частоты и скважности им-пульсов показали, что они также имеют сложный характер: на частотах импульсов 20 и 60 Гц имеют практически одинаковые значения; на частоте 40 Гц при скважности 5 ед. интенсивность выделения марганца имеет максимальное значение, а при скважности 2 ед. — минимальное. Последнее подтверждают ранее полученные данные о том, что сварка импульсным током позволяет снизить содержание марганца в СА за счет управления переносом электродного металла.
Определение выделений растворимых фторидов (2 класс опасности) показывает, что его максимальное содержание было в СА, образующихся при сварке с импульсной подачей проволоки на режимах с частотой 40 и 60 Гц и скважностью 2, 3 и 5 ед.; более низкое — при сварке с постоянной подачей проволоки и с импульсной подачей на частоте 20 Гц и скважностях 2, 3, 5 ед. (рис. 3, г). Исследования зависимостей интенсивности образования растворимого фтора от частоты и скважности импульсов показали, что при сварке со скважностью 3 и 5 ед. на частотах от 20 до 40 Гц она возрастает, а от 40 до 60 Гц снижается, за исключением скважности 2 ед., где интенсивность образования растворимого фтора постоянно растет. Фтор нерастворимый (3 класс опасности) в максимальном количестве присутствует в СА в случае сварки с постоянной подачей электродной проволоки и в значительно меньших количествах при сварке с импульсной подачей проволоки на всех режимах (рис. 3, д).
Исследование содержания никеля (1 класс опасности) в СА (рис. 3, е), как ведущего токсичного компонента в данном случае, показало, что его минимальное количество было при сварке с импульсной подачей порошковой проволоки на режимах с частотой 40 и 60 Гц и скважностью 2, 3 и 5 ед., а максимальное — при сварке с постоянной подачей проволоки, а также на режимах с импульсной подачей проволоки с частотой 20 Гц и скважностях 2, 3, 5 ед. Зависимости интенсивности выделения никеля от частоты импульсов снижаются с ее увеличением. Поэтому в данном случае (при отсутствии шестивалентного хрома в СА) при выборе режимов сварки, обеспечивающих минимальное воздействие СА на организм сварщика, следует ориентироваться на никель.
Таким образом, по полученным данным установлено, что интенсивность образования СА, количество выделяемых примесей и их массовая доля в составе СА весьма чувствительны к изменению напряжения в пределах ± 1,5…2 В, которое происходит при импульсной подаче электродной проволоки. Она зависит от вида переноса электродного металла, типа электродной проволоки и уровня ее легирования. Применение импульсной подачи электродной проволоки позволяет управлять не только размером расплавленной капли через шаг подачи, но также задавать тип переноса электродного металла. Так, при использовании порошковой проволоки Велтек-Н320 на режимах с частотой 40 и 60 Гц и скважностью 2, 3 и 5 ед. наблюдался струйный перенос с частой модуляцией длины дуги и, как следствие, ее напряжения, что в итоге привело к уменьшению содержания паров никеля (наиболее низкое выделение никеля обеспечивается на режимах с импульсной подачей проволоки при частоте 40 и 60 Гц). Переход к крупнокапельному переносу с короткими замыканиями при частоте импульсов 20 Гц не изменил существенно уровень содержания никеля по сравнению с постоянной подачей электродной проволоки, зато повлиял на скорость образования СА и содержания в нем паров других соединений. В случае же со сплошной электродной проволокой ЭП-690 возможность ее импульсной подачи влияет на тип переноса электродного металла и позволяет на скважности 5 ед. и частоте 20 Гц получать стабильный процесс с короткими замыканиями, что в итоге положительно сказывается на интенсивности образования СА и уменьшении интенсивности выделения шестивалентного хрома примерно в 2 раза. Такие же закономерности, связанные с влиянием параметров импульсной подачи электродной проволоки на объем капли, длительность ее пребывания на торце электродной проволоки, длительность перехода капли в сварочную ванну, наблюдаются и в случае сварки электродной проволокой Св-08Г2С. При сварке с импульсной подачей электродной проволоки Св-08Г2С в смеси защитных газов Ar + CO2 интенсивность выделения СА уменьшается от 1,2 до 2 раз по сравнению со сваркой с непрерывной подачей проволоки.
Из всего выше сказанного следует, что сварка с управляемой импульсной подачей электродной проволоки улучшает гигиенические характеристики этого процесса по сравнению со сваркой с непрерывной подачей и до некоторой степени дает возможность управлять ими при точной настройке параметров импульсной подачи электродной проволоки и всего комплекса сварочного оборудования. Полученные результаты исследований рекомендуется использовать при выборе режимов сварки с управляемой импульсной подачей электродной проволоки.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q