+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
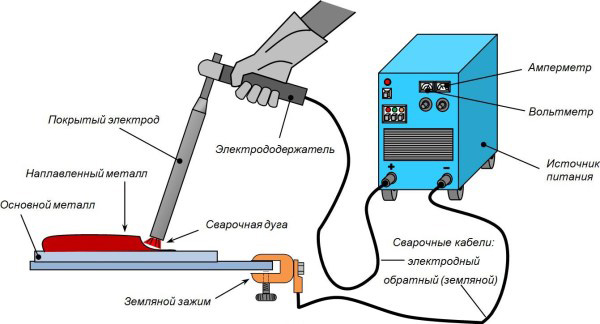
 Прежде чем начать работу с дуговой электросваркой, необходимо знать несколько положений касательно того, как происходит зажигание сварочной дуги, каким образом поддерживается ее горение, и что для этого нужно.
Прежде чем начать работу с дуговой электросваркой, необходимо знать несколько положений касательно того, как происходит зажигание сварочной дуги, каким образом поддерживается ее горение, и что для этого нужно.
Поэтому, перед началом работы ознакомьтесь подробно с инструкциями по работе со своим сварочным аппаратом. Да, в целом принцип работы и конструкция одна и та же, но современные сварочные аппараты все же могут отличаться между собой.
Что ж, перед тем как зажечь дугу, необходимо выставить определенную силу тока, при которой будет свариваться материал. Сила тока будет напрямую зависеть от марки и диаметра свариваемого электрода, положения, в котором будет происходить сварка, и так далее. Если при сварке соблюдаются нормальные условия, то электрическая сварочная дуга будет рассчитываться по формуле Id=(0.6-0.11)*Dэ, где в качестве Dэ используется длина рабочего электрода. Также стоит отметить, что чем больше длина дуги, тем меньше качественным будет конечный результат, и тем больше будет потерь в качестве металла, который превращается в угар и разбрызгивается в разные стороны, ухудшая качество сварки. Кроме того, ухудшается внешний вид проделанных швов, а иногда это тоже довольно важный компонент.
В то время, когда сварщик неизменно делает свою работу, он перемещает сварочным электродом, как минимум, в два направления. Таким образом, не просто становиться удобнее работа, но и тот факт, что сварщик обязан подавать электрод вдоль рабочей оси, подавая в дугу, тем самым, он обязан установить максимально постоянную скорость плавления дуги. Во вторую очередь, электрод должен перемещаться в направлении наплавки для того, чтобы на поверхности образовывался шов. В таких случаях получаются небольшие валики, которые чуть больше номинального диаметра электрода. Образование таких валиков напрямую зависит от технических показателей – силы тока и скорости, с которой дуга перемещается по поверхности.
Если диаметр сварочного электрода подобран правильно, и сила тока максимально приближена к необходимой, то в таком случае сыграет важную роль именно скорость перемещения электрической дуги. Дело в том, что от этого зависит качество получаемого шва, следовательно, перемещая дугу с высокой скоростью, на обрабатываемом материале образуется неглубокая сварка, и поэтому, возможно появление не проваров. С низкой скоростью сварки, все зеркально наоборот - могут образовываться прожоги, и в металле попросту будут образовываться дырки. И даже в некоторых отдельных случаях (в зависимости от материалов) малая скорость сваривания может привести к непровару.
Не исключено, что сварщик может перемещать дугу и поперек шва, в котором нужно производить сварку. Таким образом, он регулирует распределение тепла дуги, чтобы получать необходимую глубину проплава основного материала, и ширины для шва. В таких случаях, уже эта глубина будет зависеть от того, с какой частотой проделывается поперечный проплав вдоль необходимого шва. Естественно, нужно принять во внимание и то, в каком положении производиться сварка, а также навыки сварщика и разделки кромок. При таком виде перемещения дуги, получается несколько уширенный шов, ширина которого в конечном итоге составляет около 2*Dэ – 4*Dэ. А форма проплава будет получаться исходя из того, как производятся колебания концом электрода, и как дуга вводиться на поверхность металла.
Когда сварка шва будет подходить к концу, останется лишь избавиться от кратера, то есть заварить его. Именно в этом месте скапливается наибольшее количество примесей, следовательно, что в этом месте наиболее вероятно появятся трещины, чем в остальном. Поэтому, для правильного сваривания кратера нужно потихоньку отдалять дугу и электрод от кратера, таким образом, заполнив его полностью. Иногда, например, работая с низкоуглеродистой сталью, кратеры выводятся на основной металл. Если не получилось заварить кратер как положено, и дуга резко оборвалась, нужно повторить попытку пока метал еще раскаленный.
Электрическая сварочная дуга во многом будет зависеть и от положения, в котором будет производиться работа. Так, при сварке под углом, или в вертикальном положении, раскаленный металл может смещаться, растягивать, и даже капать. Поэтому, нужно пристально следить за качеством шва, особенно в таких нестандартных положениях. Плохими можно расценивать также и те случаи, когда расплавленный металл якобы подтекает под дугу, ухудшая тем самым провар.
Таким образом, создание и поддержание сварочной дуги во многом зависит не только от установленной величины сварочного тока, но и от многих других факторов, имеющих место в каждом случае сварки, и именно на эти особенности также необходимо обращать свое внимание.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q