+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Важной составляющей в сварочном процессе является понятие о режиме сварки. Что же это такое, и что понимают под самим режимом сварки?
Важной составляющей в сварочном процессе является понятие о режиме сварки. Что же это такое, и что понимают под самим режимом сварки?
Так, под этим понятием, понимают всю совокупность условий, при которых происходит сварочный процесс. Параметры в сварке подразделяются на основные и дополнительные параметры. Что же их между собой различает? – Сейчас на это и посмотрим.
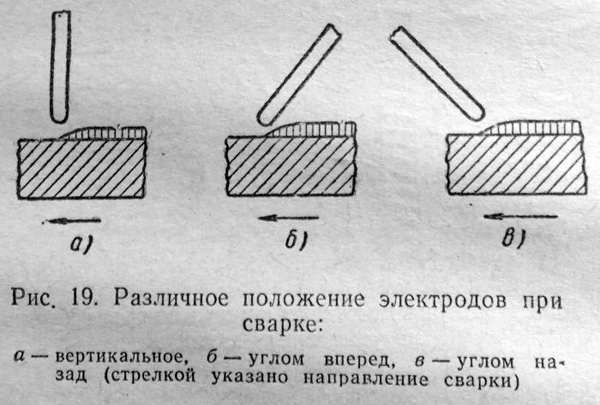
Основными параметрами режима сварки, является величина, вид и полярность электрического тока, диаметр сварочного электрода и напряжение, при котором протекает сварка. Также, к основным параметрам относится скорость сварки и величина поперечного колебания наконечника электрода. К дополнительным же параметрам относятся несколько иные параметры. Так, к этому относится величина вылета электрода и состав покрытия электрода. Немаловажным дополнительным параметром является толщина покрытия электрода, а также начальная температура поверхности, которая будет свариваться, и положение электрода (собственно, вертикальное, или наклонное). Важным является и положение изделия при сварке.
Во время сварки, важно соблюдать правильную глубину провара и ширину шва. Собственно, эти две величины и зависят от всех перечисленных основных параметров в режиме сварки. Так, например, увеличение сварочного тока и неизменная скорость сварки, приведет к увеличению глубины провара, а это может быть губительно для детали. Объясняется это тем, что фактически изменяется величина погонной энергии и давление, которое оказывает столб дуги на поверхность сварочной ванной.
Кроме того, на форму и размеры шва, существенно влияют полярность и рот тока. Во время сварки с постоянным током обратной полярности, величина провара (глубина) больше на 40-45%, нежели при постоянном токе прямой полярности. Во время сварки переменным током, глубина провара на целых 15-20% меньше, нежели при сварке постоянным током и обратной полярностью.
Напряжение в ручной дуговой сварке не играет существенной роли, однако ширина шва, несколько зависит от напряжения на электродах. С увеличением напряжения, также увеличивается и ширина шва. Как правило, сварочный ток подбирается из расчета около 40-60А на 1 мм диаметра стержня сварочного электрода, который в свою очередь подбирается соответственно толщине изделия и пространственному положению шва. Например, для металла, имеющий толщину 2-3 мм, необходимо взять сварочный электрод, диаметром 2-3 мм, а для металла в 8 мм, уже 4-5 мм в диаметре. Сварка в вертикальном положении лучше проходит с малыми электродами (до 4мм), в остальных положениях можно использовать и более толстые электроды.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q