+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Для получения качественного шва и надежного сварного соединения необходимо выбирать универсальные электроды ОК46 ЭСАБ, которые не подведут даже начинающего сварщика.
Для получения качественного шва и надежного сварного соединения необходимо выбирать универсальные электроды ОК46 ЭСАБ, которые не подведут даже начинающего сварщика.

Электроды ОК-46, изготовленные компанией ЭСАБ (Швеция), получили массовое применение при проведении ремонтных и монтажных работ. Они предназначены для сварки конструкционных углеродистых и низколегированных сталей с пределом текучести не выше 380 МПа, а также судовых сталей. Сфера использования – создание новых стальных изделий в условиях промышленного производства и небольшой мастерской и ремонт на месте.
Технические параметры и характеристики
Многофункциональный электрод ОК-46 с отличными сварочно-технологическими свойствами имеет плотную обмазку и стабильную дугу, благодаря чему сварочная ванна защищена от влияния внешних факторов. Он хорошо поджигается даже при низком токе в начале работы и при повторном розжиге, когда обмазка уже обгорела или конец расплавлен.

Результат сварки
Электроды ОК-46 универсальны в вопросе пространственного положения сварочного шва. Они варят даже в узких местах и по окрашенной поверхности. Подходят для выполнения монтажных прихваток, наложения коротких и корневых сварочных швов. Хорошо себя зарекомендовали при периодических обрывах дуги.
Ключевые особенности: используются для сваривания оцинкованных изделий и с другим гальваническим покрытием; хорошо сваривают тонкостенные детали; легкий поджиг, в том числе и повторный; благодаря низкому тепловложению хорошо подходят для заполнения больших зазоров; есть возможность накладывать шов в вертикальном положении в направлении на спуск; отсутствие чувствительности к загрязнениям и ржавчине упрощает подготовку кромок.
Наплавлять металл рекомендуется участками небольшой длины, а швы большой протяженности разбивать на маленькие отрезки.
Описание
Электроды ОК-46 по ГОСТ 9467-75 производятся диаметром 1,6; 2; 2,5; 3; 4 и 5 мм. Для маленьких сечений ∅1,6 и 2 мм длина составляет 300 мм, для остальных – 350 и 450 мм. Стержни изготавливаются из сварочной стальной проволоки СВ-08 или СВ-08А с нанесением рутиловой обмазки. Стандартная производительность работ – 1,4 кг/час. Именно столько потребуется электродов для наплавки 1 кг металла. Для прокалки потребуется режим 70–90 °C и продолжительность нагрева 1 час.
В обозначении ОК-46 указано, что электрод предназначен для выполнения ручной дуговой сварки. Готовое соединение выдерживает нагрузку 46 кг/мм². Свойства готового сварного шва определяют надежность будущей металлоконструкции и возможность эксплуатации в заданных условиях. Эти параметры зависят от химического состава электродов и протекания процесса сварки. Именно по техническим характеристикам и виду выполняемой работы сварщики подбирают электроды. Химический состав наплавленного металла характеризуется содержанием следующих элементов: С=0,08%, Si=0,3%, Mn=0,4%.
Механические свойства шва: предел прочности – 510 МПа; предел текучести – 400 МПа; сопротивлению разрыву – 510 Н/мм²; ударная вязкость при температуре -20…0 °C составляет 33–70 Дж/см²; выход наплавленного металла в относительном измерении – 96%.
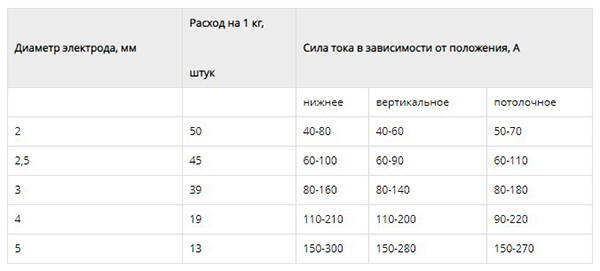
Режимы работы
Оптимальные условия сварки достигаются при четком соблюдении режимов работы. Они подбираются исходя из диаметра стержня и расположения сварочного шва. Диапазон параметров позволяет создать наилучший режим для конкретного случая.
Режимы сварки
Электроды ОК-46 работают от постоянного и переменного тока любой полярности. Могут подключаться к бытовым источникам питания, потому что имеют стабильное горение дуги при минимальном значении тока и малое напряжение холостого хода (50В).
Среди выявленных пользователями недостатков у электродов ОК-46 высокая цена, плохо проваривается толстостенный металл, не у всех новый электрод зажигается с первого раза, по своему шлаку уже не идут. Когда полежат в открытой пачке и наберут влаги, шлак приходится отбивать привычным способом.
Назначение и тонкости применения
Электроды ОК-46 могут служить основным присадочным материалом для заполнения стыков и пустот в металлических изделиях, а также дополнительным – для прихваток и предварительной сборки конструкции.

Самоочищение сварного шва
Электроды ОК-46 не рекомендуется применять при сварке длинных швов. Они предназначены для накладывания коротких валиков. Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом к основной поверхности. Металл при сваривании почти не разбрызгивается, происходит самоотделение небольшого количества шлака. Преимущества данных электродов лучше всего проявляются при проваривании швов с глубоким расположением корня.
При применении сварочных электродов ОК-46 гарантированно получатся прочные и надежные прихватки, необходимые при монтаже металлоконструкций и инженерных коммуникаций.
Расходные материалы упакованы в герметичный пакет и картонную коробку. Таким образом они надежно защищены от воздействия влаги и механических повреждений. Выдержат несколько перевозок и длительное хранение.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q