+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 В автоматической сварке существует одно важное условие – при достаточной скорости плавления электродной проволоки, работа дугового автомата будет весьма удовлетворительной и без применения каких-нибудь автоматических или других механизмов, которые могли бы регулировать процесс сварки.
В автоматической сварке существует одно важное условие – при достаточной скорости плавления электродной проволоки, работа дугового автомата будет весьма удовлетворительной и без применения каких-нибудь автоматических или других механизмов, которые могли бы регулировать процесс сварки.
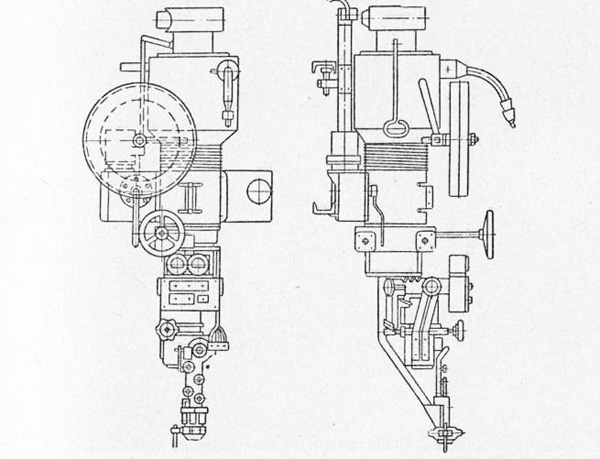
Сварочный автомат АБС
То есть, если вы обеспечиваете нормальную скорость подачи и плавления электродной проволоки, можно сказать, что 85% автоматического сварочного процесса будут удачными.
Для реализации этой идеи, было разработано множество сварочных аппаратов такого типа, отличавшихся своей простотой конструкции и эксплуатации. Например, это сварочный автомат, работающий под флюсом, с током до 3000 А, в конструкции которого заложен трехфазный асинхронный двигатель с определенным числом оборотов, работающего через коробку передач, в которой вращается ролик, что и подает электродную проволоку. Скорость подачи этой проволоки изменяется в зависимости от того, как изменяется число передаточных зубьев на кольцах. Точно так же, регулируется и скорость передвижения сварочного шва у самоходных сварочных автоматов.
Такие автоматы, также снабжены и другими полезными устройствами. Например, это устройство для правки электродной проволоки, которое в случае неправильной подачи, искривления или деформации проволоки, поможет восстановить ее до необходимого вида. Также, существуют элементы поворота и наклона электродной проволоки, а также элемент для точного расположения автомата над швом. В каждом автоматическом сварочном аппарате присутствуют указатели, которые корректируют положение сварочной проволоки, относительно оси получаемого шва.
Непрерывная подача проволоки предполагает продвижение в одном направлении. Для зажигания дуги, а также предотвращения короткого замыкания, проволока отдергивается назад, буквально на несколько миллиметров, до сантиметра. После того, как например, дуга зажглась, электродвигатель, отвечающий за подачу проволоки, переключается, непосредственно, на ее подачу. Таким образом, устанавливается нормальная работа автомата и сварочного процесса.
Когда сварочный шов подходит к концу, в автомате отключается механизм перемещения дуги, после чего автомат, который подает сварочную проволоку и сварочный ток не отключаются, в результате чего дуга продолжает гореть до того момента, пока не наступит естественный обрыв путем ее удлинения.
Именно так, происходит заваривание конечного кратера. На деле же, работа с автоматом происходит намного проще, и сварщик, выполняющий автоматическую сварку, пользуется лишь кнопками управления для запуска или остановки, изменения направления движения электродной проволоки и так далее.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q