+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Основная трудность сварки титана - это необходимость надежной защиты металла, нагреваемого выше температуры 400°С от воздуха. Титановые сплавы свариваются только дуговой сваркой в инертных газах не плавящимся и плавящимся электродом, а также дуговой сваркой под флюсом, электронно-лучевой сваркой, электрошлаковой и контактной сваркой. Титан имеет высокую жидкотекучесть, шов хорошо формируется при всех способах сварки.
Основная трудность сварки титана - это необходимость надежной защиты металла, нагреваемого выше температуры 400°С от воздуха. Титановые сплавы свариваются только дуговой сваркой в инертных газах не плавящимся и плавящимся электродом, а также дуговой сваркой под флюсом, электронно-лучевой сваркой, электрошлаковой и контактной сваркой. Титан имеет высокую жидкотекучесть, шов хорошо формируется при всех способах сварки.
При всех способах сварки титановых сплавов нельзя допускать перегрева металла. Нужно применять способы и приемы, позволяющие влиять на кристаллизацию металла: электромагнитное воздействие, колебания электрода или электронного луча поперек стыка, ультразвуковое воздействие на сварочную ванну, импульсный цикл дуговой сварки и т.п. Все это позволит получать более мелкую структуру шва и высокие свойства сварных соединений. Рассмотрим основные виды сварки титана и титановых сплавов.
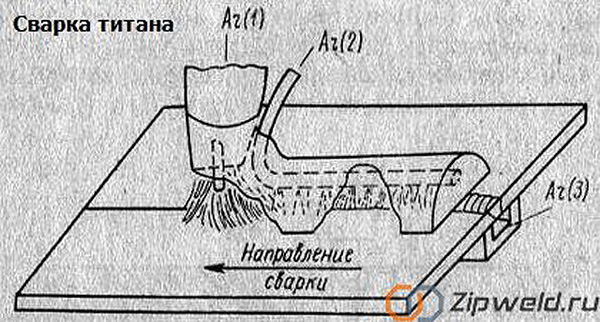
Дуговая сварка производится в среде инертного газа аргона и в его смесях с гелием. Сварку с местной защитой производят, подавая газ через сопло горелки, с использованием специальной оснастки, так называемой насадкой в виде сапожка, которая крепится на керамическое сопло горелки с помощью хомута. Данная насадка позволяет увеличивать зону защиты сварного соединения. С обратной стороны сварное соединение деталей также необходимо защищать, для этого используют медные подкладки с канавкой, по длине канавки равномерно подаётся аргон. При сложной конструкции деталей, когда осуществить местную защиту трудно, сварку ведут с общей защитой в камерах с контролируемой атмосферой. Это могут быть камеры-насадки для защиты части свариваемого узла, жесткие камеры из металла или мягкие из ткани со смотровыми окнами и встроенными рукавицами для рук сварщика. В камеры помещают детали, сварочную оснастку и горелку. Для крупных ответственных узлов применяют обитаемые камеры объемом до 350 куб.м., в которых устанавливают сварочные автоматы и манипуляторы. Из камеры предварительно откачивают воздух, а затем заполняют аргоном, через специальные шлюзы в них входят сварщики в специальной одежде типа-скафандр.
Аргонодуговой сваркой вольфрамовым электродом деталей толщиной от 0,5 до 1,5 мм сваривают встык без зазора и без присадки, а толщиной от 1,5 до 3,0 мм - с применением присадочной проволокой. Кромки свариваемых деталей и сварочная проволока должны зачищаться так, чтобы был снят поверхностный насыщенный кислородом слой. Проволока должна пройти вакуумный отжиг при температуре в пределах 900-1000 градусов Цельсия в течение 4 часов. Сварка производится на постоянном токе на прямой полярности. Детали толщиной от 10 до 15 мм можно сваривать за один проход погруженной дугой . После образования сварочной ванны увеличивают расход аргона до 40-50 л/мин, что приводит к обжатию дуги. Затем электрод опускают в сварочную ванну. Давление дуги оттесняет жидкий металл, дуга горит внутри образовавшегося углубления, ее проплавляющая способность увеличивается. Узкий шов с глубоким проплавлением при сварке не плавящимся электродом в аргоне можно получать, применяя флюсы-пасты АН-ТА, АНТ-17А на основе фтористого кальция с добавками. Они частично рафинируют и модифицируют металл шва, а также уменьшают пористость.
Дуговую сварку титановых сплавов плавящимся электродом (проволокой диаметром 1,2.1.2,0 мм) выполняют на постоянном токе обратной полярности на режимах, обеспечивающих мелкокапельный перенос электродного металла. В качестве защитной среды применяют смесь газа состоящего из 20 процентов аргона и 80 процентов гелия или чистый гелий. Это позволяет увеличить ширину шва и уменьшить пористость.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q