+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 При всех достоинствах алюминия и его сплавов - отличной электро- и теплопроводности, малой плотности и хороших технологическими характеристиках, сварка алюминия – дело непростое. Объясняется это тем, что на поверхности алюминия всегда имеется пленка, состоящая из оксида алюминия, которая препятствует качественному соединению. Кроме того, при реализации повышенных температур в зоне сварочной дуги металл насыщается водородом, что ухудшает его однородность.
При всех достоинствах алюминия и его сплавов - отличной электро- и теплопроводности, малой плотности и хороших технологическими характеристиках, сварка алюминия – дело непростое. Объясняется это тем, что на поверхности алюминия всегда имеется пленка, состоящая из оксида алюминия, которая препятствует качественному соединению. Кроме того, при реализации повышенных температур в зоне сварочной дуги металл насыщается водородом, что ухудшает его однородность.

Недопустимо в месте сварки смешение окиси и чистого металла, поэтому окись должна удаляться. Проводится травление свариваемых поверхностей, а после этого не мешает ещё пройтись по ним металлической щёткой. Для создания электрической дуги правильнее пользоваться переменным током: в этом случае при изменении полярности на положительную проплавляется оксидная плёнка, то есть происходит своеобразное раскисление, и металл сваривается.
Наиболее часто применяются два способа сварки алюминия: аргонодуговая и полуавтоматическая импульсная. При аргонодуговой сварке обычно используются вольфрамовые неплавящиеся электроды диаметром 2-6 мм. Вообще-то и диаметр электрода, и сила сварочного тока, и расход аргона зависят от того, какой толщины металл нужно сваривать. Для полной картины есть специальные таблицы, характеризующие эту зависимость. Например, для сварки алюминия толщиной 5мм понадобится электрод диаметром 4 мм, сила тока 160-180 А и расход аргона 10 л/мин. Аргон надёжно защищает место сварки от образования окисной плёнки. При использовании трёхфазного тока нагрев возрастает примерно в три раза, можно сваривать алюминий толщиной до 30 мм.
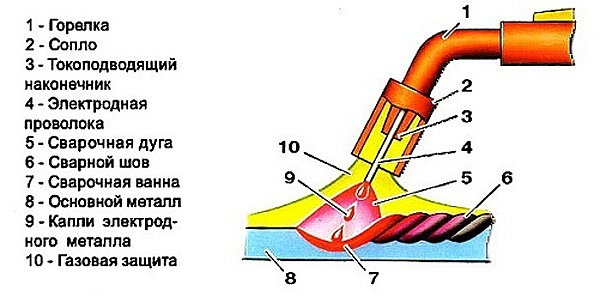
Можно сваривать алюминий и плавящимся электродом, но проводить это надо в защитной газовой среде. Чтобы процесс не замедлялся, надо использовать автоматическую или полуавтоматическую сварку. В качестве присадки используется алюминиевая проволока или проволока из алюминиевых сплавов. Свариваемые кромки надо обработать, чтобы их торцы сходились V-образно под углом 70-90°.. При скорости подачи проволоки автоматом или полуавтоматом до 400 м/час производительность сварки составляет 40 м/час. Полуавтомат должен быть газодуговым (или использующим другой вид газообразного флюса). И, конечно, он должен стабильно подавать проволоку и работать на переменном токе или поддерживать импульсный режим.
Помимо этого, по причине физико-химических характеристик алюминия, детали держака и горелки должна быть из цветных металлов, чаще всего медными.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q