+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Как известно – чугун является крайне прочным, но хрупким металлом. Вызвано это тем, что в чугуне крайне много (от 2.14 до 6.6%) углерода, который повышает прочность, значительно уменьшая пластичность и упругость. Все виды чугунов имеют ограниченную свариваемость, они нуждаются в точном соблюдении режимов сварки и подогреве металла в процессе сварки, поскольку локальный перегрев мгновенно вызовет образование трещин.
Как известно – чугун является крайне прочным, но хрупким металлом. Вызвано это тем, что в чугуне крайне много (от 2.14 до 6.6%) углерода, который повышает прочность, значительно уменьшая пластичность и упругость. Все виды чугунов имеют ограниченную свариваемость, они нуждаются в точном соблюдении режимов сварки и подогреве металла в процессе сварки, поскольку локальный перегрев мгновенно вызовет образование трещин.
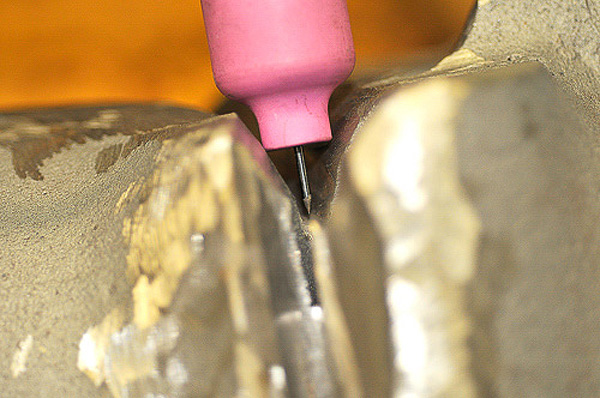
Для соединения чугуна сварку аргоном используют тогда, когда очень важна точность внесения металла, качество формирования шва и его механические характеристики. Чаще всего используют импульсный, а не постоянный ток, поскольку это позволяет уменьшить тепловложение, избыток которого приводит к образованию трещин.

Для уменьшения внутренних деформаций, которые вызваны неравномерностью нагрева в процессе сварки, применяют предварительный, сопутствующий нагрев и контролированное охлаждение. Крайне важно осуществлять именно равномерный нагрев, поскольку локальное нагревание лишь вызовет увеличение количества трещин (которые будут образовываться не только в околошовной зоне, а и по всей границе подогрева). Охлаждение должно происходить как можно дольшее время (в идеале – около 20 градусов в час), поскольку благодаря длительному существованию сварочной ванны из неё убираются все поры и затягиваются микротрещины, которые образовались в процессе сварки.
Чаще всего в качестве присадочного материала используются высокопластичные материалы (хром, никель, молибден), которые помогают компенсировать пластические деформации, которые образуются в процессе сварки.
Опытные сварщики также рекомендуют сразу же «проковывать» материал. Способ заключается, что в момент, когда на присадочной проволоке образовывается капля, она не просто падает в ванну, а вдавливается в металл. Также допускается проковка проковочным молотком, сразу после нанесения шва.

В случае, если чугун, который нужно соединить, вообще не сваривается, существует возможность совершать TIG-пайку. Фактически, процесс полностью повторяет создание сварного шва, только на значительно меньшем токе, более легкоплавких присадках и с отсутствием расплавления основного металла. Но, опять же таки, использование пайки возможно только для конструкций, которые не испытывают термических или вибрационных нагрузок, поскольку со временем соединение начнет расслаиваться. Именно поэтому для моторов, например, пайка применяться не может.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q