+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Сварочные аппараты переменного тока - сравнение и анализ преимуществ и недостатков работы.
Сварочные аппараты переменного тока - сравнение и анализ преимуществ и недостатков работы.

Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с "постоянки" на "переменку". Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:
- у полуавтоматов — проволока с катушки;
- у РДС сварки — покрытые электроды;
- у аргоновых моделей — проволока, подаваемая свободной рукой сварщика.
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
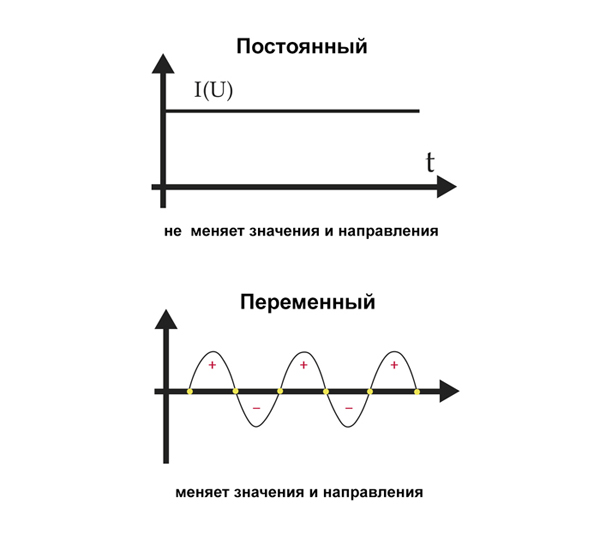
Что такое переменный ток. В переменном токе есть частота или колебания. В бытовой сети — это 50 Гц. Это означает, что движущиеся хаотично электроны, перемещающиеся по синусоиде, способны поменять свое направление до 100 раз в секунду (2 раза за цикл). Аппараты, работающие на переменном токе обозначаются как AC (alternating current).
Что такое постоянный ток. В постоянном токе электроны (отрицательно заряженные частицы, движущиеся от минуса к плюсу) перемещаются только в одном направлении. Движение не хаотичное, а упорядоченное. Здесь нет колебаний (частот), напряжение более стабильно. Сварочные аппараты, работающие на постоянном токе обозначаются как DC (direct current).
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
- скорейшему прогреву металла;
- повышает глубину проплавления;
- экономит расход покрытого электрода.
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Трансформаторы
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Выпрямители
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.

Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Сварка переменным током
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она "гуляет", труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга "плюется". Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка постоянным током
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение "скачет", аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор "выживет" в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом).
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать: мало- и высокоуглеродистую сталь; нержавеющую сталь; чугун.
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
- Сила тока. Для металлов 3-5 мм достаточно 200 А. Если требуется сваривать стали сечением до 10 мм, следует купить трансформатор с показателями в диапазоне 250-300 А.
- Вес. При частом перемещении по рабочей площадке выбирайте легкие модели до 8-10 кг. Для стационарного использования подойдут любые, независимо от удельного веса и конструкции.
- Вольтаж (V). Для гаража и дачи достаточно модели на 220 V. В мастерскую лучше взять 380 V.
- Продолжительность нагрузки. Сокращенно обозначается ПН и указывает в процентах, сколько аппарат способен варить на максимальном токе без перерыва. Например, показатель ПН 60% означает, что нагружать трансформатор можно по 6 минут из 10. Если работа включает процесс сборки, шлифовки, то хватит и ПН 40%. Для постоянной сварки лучше найти модели с ПН 80-100 %.
- Напряжение холостого хода. Бывает 30-90 V. Чем выше — тем легче зажечь дугу, но тем опаснее держаться за изделие в процессе сварки.
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для "переменки" электроды с целлюлозным покрытием.

Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
1. Как регулировать силу тока трансформатора?
- Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
2. Как уменьшить ток, если ручка уже накручена до упора?
- Бывает, что сила тока убавлена до минимума, а металл все равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
3. Можно ли на переменном токе заварить трещину на чугуне?
- Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
4. Трансформатор сильно тарахтит, что делать?
- Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
5. Что делать, если произошло короткое замыкание обмотки трансформатора?
- Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q