+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Сегодня, несмотря на существование большого количества методов порошковой плазменной сварки, наиболее распространенным остаются все же два из них – это способ, при котором используется прямая и сжатая дуга, которая горит между электродом и самим изделием.
Сегодня, несмотря на существование большого количества методов порошковой плазменной сварки, наиболее распространенным остаются все же два из них – это способ, при котором используется прямая и сжатая дуга, которая горит между электродом и самим изделием.
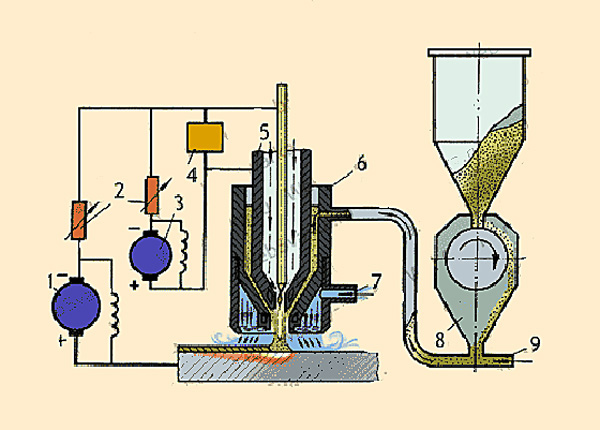
1 - питание дуги прямого действия; 2 - сопротивление; 3 - питание дуги для косвенного действия; 4 - осциллятор; 5 - сопло для газа (плазмы); 6 - корпус; 7 - отверстие для ввода газа (для защиты); 8 - подача порошка; 9 - трубка, порошкового газа.
А также способ, который получил название порошковой плазменной наплавки, или же PTA-процесс плавки. Такой способ сегодня очень популярен на всех современных заводах и предприятиях и активно используется в ряде европейских стран. Этот способ заключается в том, что в нем работают одновременно две дуги:
- одна горит между электродом и изделием и называется основной дугой;
- вторая горит внутри плазмотрона, то есть между электродом и соплом, которое образует плазму, и называется косвенной (или же пилотной) дугой.
Поэтому часто этот способ также называют процессом плазменной наплавки-напыления. Он представляет собой нанесения порошковых покрытий, толщина которых варьируется в пределах от 0,5-4 мм. При этом есть возможность гибкого регулирования ввода тепла в порошок и в изделие при помощи плазматрона, и, собственно, двух дуг – основной и пилотной.
Стоит различать, что процесс плазменного напыления, как правило, ограничивается толщиной около 1 мм, и если эта величина превышает 1 мм, в изделии наблюдается тенденция к отслаиванию, из-за возникновения высоких внутренних напряжений. А вот процесс, в котором используется плазменная наплавка имеет другой минус, и заключается он в том, что покрытия, которые наносятся таким методом, имеют большую глубину проплавления основного изделия, а также происходит перемешивание с присадочным материалом. Поэтому и была разработана так называемая гибридная технология плазменной наплавки-напыления, которая вобрала в себя положительные качества этих двух отдельных процессов.
Естественно, как и в любом технологическом процессе, метод наплавки-напыления или же просто плазменного напыления (или наплавки), имеют свои вводные и рабочие характеристики, которые необходимы для выполнения нормальной работы. Так, были разработаны и некоторые особенности, которые позволили бы обрабатываемым покрытиям приобрести все необходимые, в том числе и адгезионные, свойства, и немаловажным фактором здесь является именно использование второго источника тепла.
В данной таблице вы можете ознакомиться с некоторыми сравнительными показателями плазменных процессов.
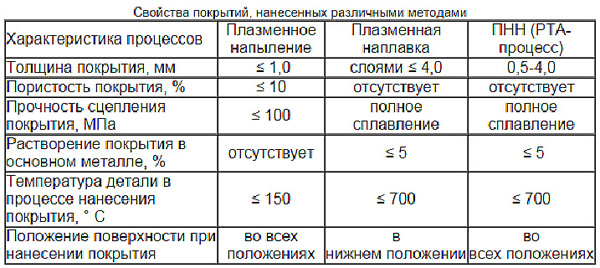
Таким образом, процесс плазменного наплавления-напыления, то есть, PTA-процесс, обеспечивает надежное использование косвенной дуги, которая необходима для расплавления присадочных порошков, а также основной дуги, которая нужна для того, чтобы поддерживать стабильную температуру для присаживания частиц на деталь. Также необходимо понимать, что с увеличением времени, при котором порошок находится на поверхности детали при высокой температуры, увеличивается и степень присаживания, то есть сцепления порошка и детали.
Каталог оборудования
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q