+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Неплавящиеся вольфрамовыех электроды марки ЭВТ-15 применяют для сварки в среде газов, не вступающих в соединение с расплавленным металлом шва. Подробности далее.
Неплавящиеся вольфрамовыех электроды марки ЭВТ-15 применяют для сварки в среде газов, не вступающих в соединение с расплавленным металлом шва. Подробности далее.

Марка неплавящегося электрода ЭВТ-15 (зарубежный аналог WT-20) содержит активирующую присадку к чистому вольфраму в виде двуокиси тория в количестве, не более 2%. Это позволяет улучшить процесс зажигания сварочной дуги, стабилизировать ее горение в процессе ведения сварки и получить качественный прочный шов.
Торированные вольфрамовые электроды используют для дуговой сварки ручной, полуавтоматической, автоматической и роботизированной среде аргона и гелия (защитных газов) ответственных конструкций из черных и цветных металлов толщиной до 6-ти мм. Кроме того, их применяют для разрезания в плазменной струе заготовок на конструкционные части, наплавки на поверхности из разных металлов прочностного слоя необходимой толщины и даже при напылении. Ниже рассмотрены особенности таких электродов, характеристики и условия, при которых гарантируется качество сварного шва изготовленной продукции.
Конструкция и свойства
Заготовки для стержня диаметром от 2-х до 10-ти мм изготавливают методом порошковой металлургии с последующей раскаткой на специальных машинах. Поверхность получается ровной без заусенцев и трещин. Вольфрам-ториевые электроды ЭВТ-15, выпускаемые российскими и зарубежными производителями, соответствуют требованиям, изложенным в ГОСТ 23949-80 и международном стандарте DIN EN 26848, а также ISO 6848:2004 и AWS A5.12. К преимуществам расходного материала относят: высокую износостойкость; хорошую тепло- и электропроводность; возможность выполнения сварки в широком диапазоне рабочих токов и в любом пространственном положении; легкую зажигаемость дуги; возможность сваривать металл любого химического состава; длительный срок эксплуатации за счет повышенной степени тугоплавкости и высокой температуры кипения. В таблице указаны данные о стандартизированных электродах ЭВТ-15:
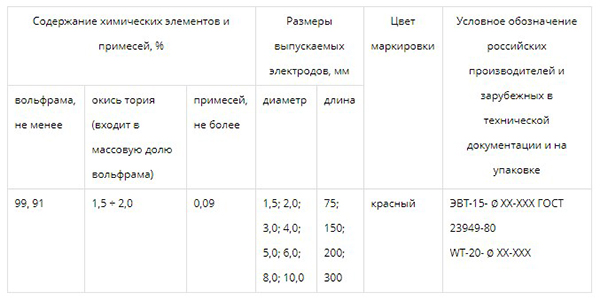
Каждый стержень маркируют красной полосой, которая наносится на его конец нитролаком на длину не менее 10-ти мм. Торцы красным цветом выполняют и зарубежные производители. Поставляются в картонных упаковках и ящиках весом 1, 3, 5 и 20 кг, а также в специальных пеналах по 10 штук.
Нюансы ведения процесса сварки

Сварка осуществляется постоянным током на разной величине тока, как с присадочным материалом, так и без него. Сила выбранного для сварки тока зависит от марки, толщины свариваемого металла, способа сварки и пространственного положения, в котором будет выполняться соединение.
Чтобы получить качественный и прочный сварной шов, рекомендуется придерживаться следующих правил: стержни электрода ЭВТ-15 должны быть идеально зачищены; конец электрода должен быть подготовлен и иметь небольшого размера выпуклость; при сварке тонколистового металла должны применяться сборочные кондуктора для закрепления заготовок; режим сварки должен соответствовать толщине свариваемого металла. Силу тока в зависимости от толщины свариваемого металла указывают на упаковке или в технологическом процессе; сварочная ванна в процессе соединения должна надежно и постоянно защищаться инертным газом; при ручной дуговой сварке движение горелкой должно осуществляться справа налево; угол наклона горелки зависит от толщины свариваемых заготовок. Ее держат под углом 600 при толщине металла не более 2,5 мм, и под углом 900 при толщине выше 2,5 мм при ручной дуговой сварке, при сварке автоматами и полуавтоматами электрод устанавливают под углом 90 0; не выполнять колебательные движения в процессе ведения сварки; при работе на повышенных токах необходимо принудительно охлаждать заготовку, особенно это правило не должно нарушаться при соединении заготовок из алюминия и его сплавов; не рекомендуется выполнять сварочные работы на улице; при работе в помещении необходимо помнить, что оно должно хорошо вентилироваться.
Придерживаясь вышесказанного и соблюдая технику безопасности, можно с уверенностью сказать, что наличие радиоактивного тория не является фактором риска при выполнении сварочных и наплавочных работ.
Рабочее место сварщика должно быть оборудовано местной вентиляцией, ведь сварщику приходится подготавливать электрод к сварке, то есть иметь дело с пылью, а в процессе ведения сварки дышать испарениями.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q