+7 (473) 261-74-55 г. Воронеж
+7 (4722) 425-225 г. Белгород
 Электроды ЦЛ-45, ЦЛ-39 и ЦЛ-11 обеспечивают качественное соединение конструкций, выполненных из жаропрочных сталей. Узнайте о подробных характеристиках далее.
Электроды ЦЛ-45, ЦЛ-39 и ЦЛ-11 обеспечивают качественное соединение конструкций, выполненных из жаропрочных сталей. Узнайте о подробных характеристиках далее.
ЦЛ-11, ЦЛ-39, ЦЛ-45 — марки электродов с основным покрытием повышенной толщины, с помощью которых выполняют соединение ручным дуговым свариванием частей и деталей конструкций, изготовленных из высоколегированных теплоустойчивых сталей, включая стали с особыми свойствами.
Их еще называют электродами для сварки нержавеющих сталей. Особенность полученного шва — стойкий к межкристаллитной коррозии и действию агрессивных сред, что важно для конструкций, работающих в интервале температур от 400 до 600 0С. Особенности электродов ЦЛ-11, ЦЛ-39 и ЦЛ-45 и условия получения качественного соединения рассмотрены ниже. Используются для сварки элементов котельных агрегатов, трубопроводов с большой толщиной стенок, в судостроении, космической, химической и других отраслях промышленности.
Технические и другие характеристики расходного материала
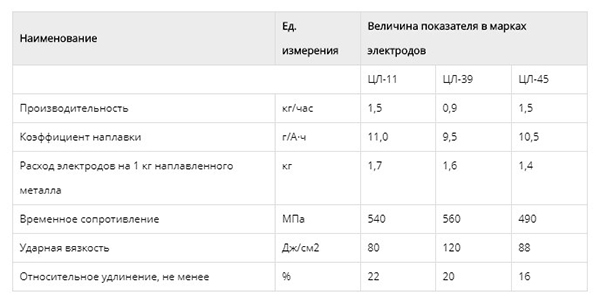
Конструктивно любая из этих марок электродов представляет собой металлический стержень, изготовленный из электропроводной проволоки соответствующего химического состава, на котором имеется покрытие основного типа. Толщина его больше диаметра электрода более чем в 1,5 раза. Электроды ЦЛ выпускаются разного диаметра и длины. Технические характеристики соответствуют требованиям, изложенным в ГОСТ 9466-75, 9467-75, ГОСТ 10052-74, и международным стандартам AWS A5.1, EN ISO 2560 и DIN 1913. Поставляются расходные материалы в картонной упаковке весом 1, 2,5, 3, 4 и 5 кг. Технические и механические характеристики указаны в 1 таблице.
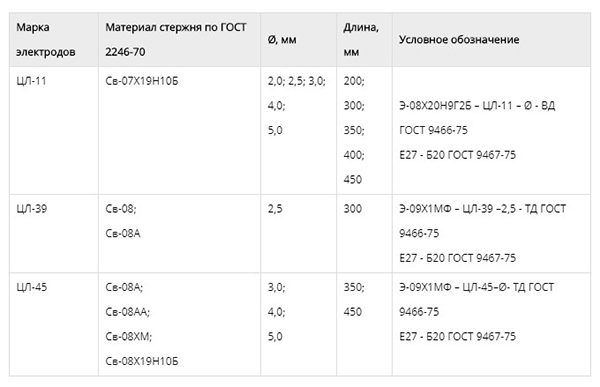
Материал стержня электродов ЦЛ, его диаметры, длина и условное обозначение в конструкторской и технической документации указаны во 2 таблице.
Химический состав наплавленного металла после его остывания имеет следующие основные показатели, указанные в 3 таблице.

Особенности выполнения сварочных работ
Чтобы получить качественно сваренный шов, который будет в процессе эксплуатации изделия или конструкции хорошо противостоять коррозионным процессам и выдерживать высокую температуру рабочей среды, необходимо придерживаться следующих рекомендаций: готовить электроды к сварке. Они должны прокаливаться при температуре, указанной на упаковке (для каждой марки она своя). Влажность покрытия не должна превышать 0,5%; следить за состоянием покрытия расходного материала. Оно должно быть без трещин, расслоений и загрязнений; готовить кромки изделия к сварке. Они должны быть очищены и при необходимости прогреты до необходимой температуры. Указывается в технологическом процессе изготовления конструкции. При толщине свариваемых заготовок более 5-ти мм кромки должны разделываться. Вид разделки указывается в техпроцессе; правильно подбирать режим сварки и термообработки. Сила сварочного тока, где будет осуществляться процесс соединения, выбирается с учетом диаметра расходного материала и положения, на его месте будет осуществляться сварочный процесс. Данные об этом указаны на упаковке и в сопроводительных документах. Температура предварительного, сопутствующего подогрева, а также условия остывания соединенной конструкции также указываются в техпроцессе; осуществлять соединение деталей короткой дугой (2 ÷ 3 мм) на постоянном токе прямой полярности.
Обратите внимание! Прокалку электродов разрешается осуществлять не более 2-х раз. Сварка не выполняется в положении сверху вниз.
Сварочные электроды ЦЛ-45, ЦЛ-39 и ЦЛ-11 обеспечивают качество трубопроводных и других конструкций, выполненных из жаропрочных сталей, содержащих в большом количестве молибден, никель, хром, ванадий, ниобий и другие тугоплавкие металлы. Это отличный выбор расходного материала, который гарантирует стойкость сварного шва к межкристаллитной коррозии, агрессивной среде и длительный срок эксплуатации любой конструкции.
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q